
+86-18951513765

Продукция



-

Горячекатаный толстый лист с открытой плоской линией 25х2000
-

Линия для резки тонкого листа: высочайшее качество и производительность
-

Реверсивный прокатный стан AGC
-

Высокоскоростной и высокоточный станок для продольной резки(200mpm)
-

Продольный станок для холодной гибки (0,3-3)
-

Высокоскоростная линия для резки холоднокатаного оцинкованного листа
-

Шестивалковый стан холодной прокатки
-

Станок для обрезки и правки алюминиевых пластин
-

Плоский горизонтальный срез пластин средней и толстой толщины
-

Высокоскоростная режущая проволока из нержавеющей стали с обрезкой (3×1600)
-

Неориентированный прецизионный станок для продольной резки, ориентированный на кремниевую сталь
-

Высокоскоростная линия продольной резки тонких листов (модернизированная модель 2×1600)
-

Четырехвалковый стан холодной прокатки
-

Высокоскоростной горизонтальный срез горячекатаного листа из нержавеющей стали (6×2000)
-

Холоднокатаный лист, оцинкованный лист, ограничитель для высокоскоростных срезов (2×1250)
-

Горизонтальные ножницы из толстой пластины из общей углеродистой стали 18×2000



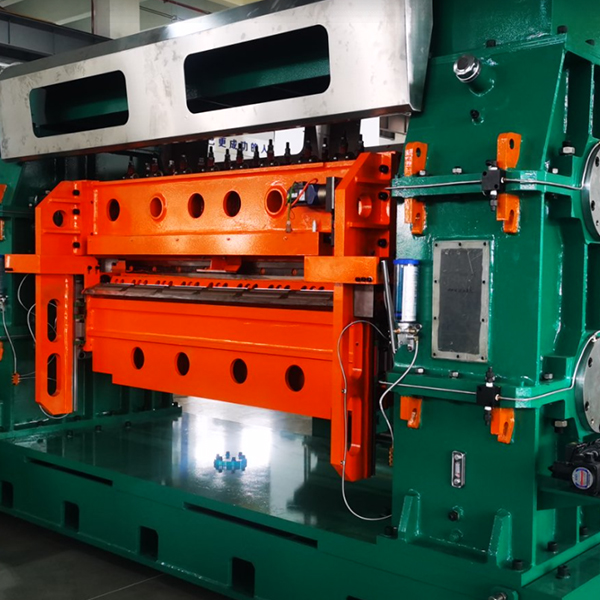
Реверсивный прокатный стан Erlian
Реверсивный стан холодной прокатки по сравнению с тандемным станом холодной прокатки имеет преимущества в виде меньших капиталовложений, меньшего пространства, переменной толщины и недостатки в виде меньшей степени уменьшения толщины, меньшего объема производства и более низкого процента производительности.
Описание
маркер
Реверсивный стан холодной прокатки по сравнению с тандемным станом холодной прокатки имеет преимущества в виде меньших капиталовложений, меньшего пространства, переменной толщины и недостатки в виде меньшей степени уменьшения толщины, меньшего объема производства и более низкого процента производительности.
1.Тандемный стан холодной прокатки имеет режим непрерывной прокатки, от размотки до намотки и работает без остановки, что позволяет заказчику получать крупносерийное производство и более высокую производительность.
2.При большой длине стальных полос уменьшение толщины составляет от 2 до 4 проходов, для реверсивного стана холодной прокатки требуется 2 или 3 прохода стальной полосы туда и обратно, в то время как тандемный стан с 2 головками не подходит, а стан с 4 головками холодной прокатки используется не полностью, тандемный стан холодной прокатки с двумя головками мельница - это лучшее решение.
3.Инвестиции заключаются только в добавлении одной головки стана холодной прокатки, производительность будет составлять тандемную прокатку двумя головками, 3 или 4 прохода при одной обратной прокатке, гибкие возможности, более высокая производительность, меньшее энергопотребление, меньшая занятость земли.
4.Электрическая система управления отличается высокой технологичностью и точностью, она включает в себя не только традиционную систему холодной прокатки в тандеме, но и технологию обратной холодной прокатки.
5.Линия реверсивного стана с двумя головками требует высокоточного механического проектирования и производства, что соответствует уровню точности производства на заводе холодной прокатки.
Конфигурация
1.Гидравлическая система AGC управляется двухступенчатым компьютером. Она не только поддерживает постоянный зазор между валками, постоянное усилие прокатки, предварительный контроль толщины, но также имеет функцию регулировки натяжения.
2.Главный прокатный стан, а также левая и правая моталки приводятся в движение полным комплектом электродвигателей постоянного тока с электронным управлением Siemens. (Конструкция смешанного монтажа), источник питания SCR
3.Прокатный стан оснащен системой гидравлического давления, системой регулирования гидравлического насоса, системой регулирования бокового нажатия, положительным и отрицательным изгибным валом промежуточного валка, системой смазки процесса и системой смазки оборудования.
4.Левый и правый моталки оснащены большим сплошным барабаном натяжения, цифровым управлением натяжением.
5.Блокировка производственного процесса и сигнализация о неисправностях установки управляются программируемым логическим контроллером (ПЛК) для реализации автоматизации производственного процесса.
6.Прокатный стан имеет полное гидравлическое давление. Он оснащен функциями управления вторым потоком при полном ходе, регулировкой отклонения, автоматическим управлением предварительной нагрузкой, предварительным контролем толщины AGC, контролем толщины AGC, контролем натяжения / скорости AGC, контролем компенсации ускорения и замедления AGC, компенсацией эксцентриситета валков, а также базой данных процесса прокатки, отображением данных и управлением работой, отслеживанием качества продукции функция автоматической записи данных о высокоскоростном перемещении, автоматическое формирование отчетов, сигнализация о неисправностях и запись. Запись и другие функции управления процессами.
7.Система обнаружения, отображения и аварийной сигнализации технологических параметров и ключевых параметров оборудования.
8.Для смазки процесса используются система охлаждения эмульсии и система прецизионной фильтрации.
9.На прокатных станах установлены системы безопасности, такие как защита от перегрузки, защита от обрыва полосы и аварийная парковка.
10.Зубчатые колеса в елочку с твердыми торцами (класс точности 5) используются для левых и правых моталок и основных станков. SKF, FAG, TIMKEN используются для изготовления подшипников высокоскоростных валов, а Harbin/Wafangdian/Luoyang Bearing Factory - для производства подшипников низкооборотных валов.
11.В установке используется двухступенчатое компьютерное управление для управления производственным процессом установки. В установке реализованы расчет скользящего графика, распределение пропусков, регулирование и оптимизация параметров. Параметры процесса в режиме реального времени, а также обнаружение, отображение и сигнализация ключей.
12.Быстрая регулировка высоты линии прокатки с помощью наклонного клина и шага.
13.Быстрая смена промежуточного рулона рабочего рулона (около 8 минут).
14.В устройстве используется импортный лазерный велосиметр для осуществления второго контроля потока и повышения производительности готового продукта при сохранении датчика скорости.
15.Натяжение блока измеряется непосредственно импортным тензометром, системой управления с замкнутым контуром и цифровым дисплеем.



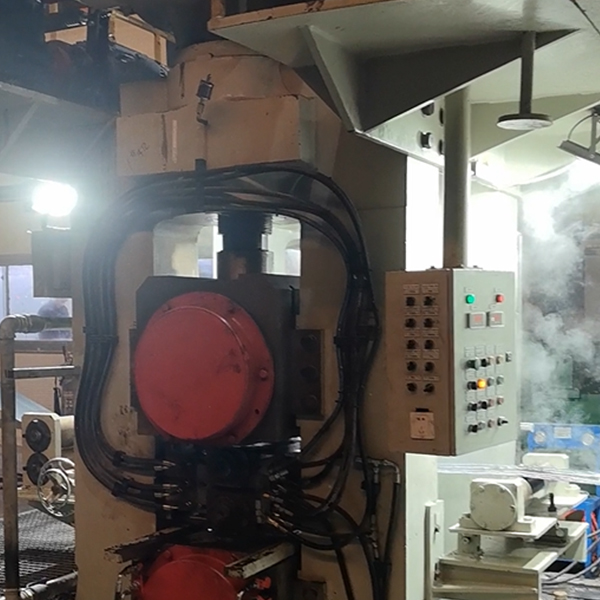
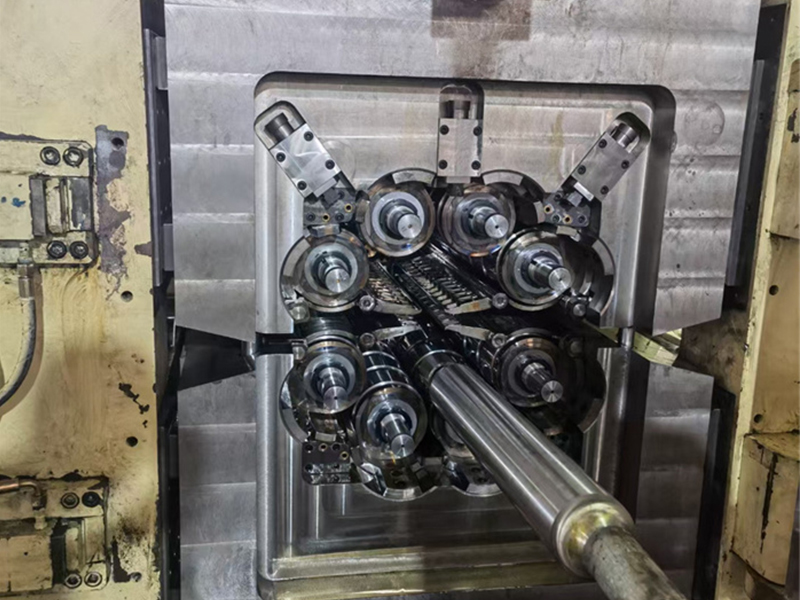
850 Двухголовочный реверсивный стан холодной прокатки AGC
| Параметры стальной катушки | |
| стальной материал | обычная углеродистая сталь, низколегированная сталь, HR black, HRPO |
| Поступающая рулонная лента SS | 600-750mm x 1.5-3.0mm |
| Входящие катушки SS | 508mm ID, 2000mm OD, 10T |
| Холоднокатаная готовая рулонная лента SS | 600-750 x 0.50-1.2mm |
| Параметры стана обратной прокатки | |
| Скорость прокатного стана | Максимальная скорость 400 м/мин |
| Усилие прокатки | Max 8500KN |
| Натяжение при откате | Up to 85KN |
| Характеристики рабочего ролика | Ф175 -185 x 850mm |
| Характеристики запасного ролика | Ф700-730 x 830mm |
| Мощность основного двигателя | 430KW x 4 |
| Мощность двигателя отката | 430KW x 2 |
| Электрическое управление | Гидравлический AGC, приводы постоянного тока Siemens RA80, ПЛК, рентгеновская система измерения толщины |
| Жидкие условия | Жидкая масляная смазка для коробок передач, газомасляная смазка посадочных мест подшипников, гидравлических станций, системы охлаждения процесса прокатки |
| Автоматическая смена роликов | Гидравлический двигатель и привод цилиндра обеспечивают автоматическую смену роликов |
связаться с нами
Сопутствующие популярные продукты

Высокоскоростные горизонтальные ножницы из горячекатаной углеродистой стали общего назначения (6×1600)
Линия для разматывания, выравнивания и резки по фиксированной длине горячекатаных листов средней толщины из обычной углеродистой стали. Конфигурация высокоскоростной горизонтальной резки обычно подходит для листов средней толщины около 6 мм.
Двадцативалковый чистовой стан
Стан холодной прокатки 20Hi, несомненно, является оптимальным решением для уменьшения толщины полос из труднодеформируемых сплавов, таких как полосы из нержавеющей стали. Предложение о 20-миллиметровой мельнице диаметром 650 мм разработано в соответствии с маркетинговыми требованиями к готовой продукции и приемлемой конфигурацией станка.
Продольный станок для холодной гибки (0,3-3)
Для производства таких профилей, как С-образная сталь, Z-образная сталь, колонны, панели ограждений, кабельные лотки, полки и т.д., требуется установка для продольной резки относительно широких рулонов стали на небольшие рулоны стали соответствующей ширины в продольном направлении.Продольные станки широко используются при распространении станков для холодной гибки заготовок.
Высокоскоростная линия продольной резки тонких листов (модернизированная модель 2×1600)
Высокоскоростная линия продольной резки тонких листов подходит для холоднокатаных стальных листов, оцинкованных стальных листов и листов с покрытием. Скорость продольной резки составляет 120-150 м/мин.

Проволока для летающих ножниц из нержавеющей стали mirror304 3×1600
Линия продольной резки вращающимися летающими ножницами – это производственная линия для продольной резки металлических рулонов после размотки и выравнивания, состоящая из разматывателя (обрезчика кромок), выравнивателя, устройства подачи длины с ЧПУ, высокоскоростных вращающихся летающих ножниц, штабелера и т.д.

Непрерывный прокатный стан
Завод по переработке рулонной углеродистой стали посмотрите на тандемный стан холодной прокатки, который непрерывно уменьшает толщину стального листа со скоростью сотен метров в минуту, тандемный стан холодной прокатки обеспечивает огромный объем производства рулонной холоднокатаной стали.

Высокоскоростная линия для продольной резки пластин средней толщины (двойной держатель инс)
Две продольно-резательные машины могут приводиться в движение одним приводным двигателем и трансмиссией, или каждая продольно-резательная машина имеет один двигатель и трансмиссию, режущая головка которой выезжает и возвращается обратно по рельсам, без необходимости использования одной сменной платформы.

Станок для продольной резки и обмотки листов средней толщины
Стальные листы средней толщины широко используются в конструкционных профилях, опорах зданий, машиностроении, производстве труб, лазерной резке, судостроении и других областях.Задача станка для резки листового проката средней толщины заключается в изготовлении небольших стальных рулонов требуемой ширины с помощью процессов размотки, продольной резки и намотки.

Линия вырубки Kaiping
Правильные станки широко используются не только для резки листового проката фиксированной длины, но и для ступенчатой штамповки, онлайн-лазерной резки, резки трапециевидных листов, прецизионной продольной резки и других целей.

Линия для продольной резки толстолистового проката из обычной углеродистой стали (3-16)
Для продольной резки рулонов толщиной более 10 мм используется сверхмощный станок. Форма конструкции, размер вала ролика и размер подшипника каждой детали являются гигантскими. Это проект, который крупные предприятия по обработке стальных листов будут тщательно планировать.Большая часть обрабатываемых стальных рулонов – это горячекатаные стальные рулоны, а их материалами могут быть рулоны из различных марок стали, такие как обычная углеродистая сталь и нержавеющая сталь.

Высокоскоростной и высокоточный станок для продольной резки: новые стандарты качества и производительности
Высокоскоростной и высокоточный станок для продольной резки: новые стандарты качества и производи...

Машина для выравнивания и рихтовки обычной углеродистой стали
Машина для выравнивания и рихтовки обычной углеродистой стали.

Стан холодной прокатки алюминиевых листов
1.Литье алюминиевых заготовок из алюминиевых слитков. 2.Сначала изготовьте горячекатаные алюминиевые рулоны на реверсивном стане горячей прокатки 2Hi 3.стан холодной прокатки алюминиевого листа – это односторонний прокатный стан, включающий в себя разматыватель, стол для обработки на входе, стан 4hi, стол для обработки на выходе, перематыватель, систему подачи охлаждающей жидкости, систему пожаротушения и т.д.

Передвижных летающих кусачка для проволоки
Когда необходимо разрезать листы из нержавеющей стали, алюминиевые листы, листы с покрытием, холоднокатаные листы и другие материалы из листового металла на фиксированную длину без остановки, в дополнение к гиперболическим летающим ножницам существуют также передвижные ножницы.
Высокоскоростной горизонтальный срез горячекатаного листа из нержавеющей стали (6×2000)
Горячекатаный лист из нержавеющей стали имеет относительно большую толщину, а горячекатаный лист из нержавеющей стали средней толщины составляет относительно большую долю.
Высокоскоростной и высокоточный станок для продольной резки(200mpm)
Специализированная высокоскоростная линия прецизионной резки листового металла по индивидуальному заказу.Мы являемся компанией по производству линий для резки листового металла.Наша компания, основанная в 2000 году, на сегодняшний день производит сотни линий для обработки листового металла примерно в 60 странах по всему миру.