
+86-18951513765

Продукция



-

Линия для резки трапециевидных стальных листов по длине Линия резки по длине с угловыми ножницами Sway
-

Станок для обрезки и правки алюминиевых пластин
-

Четырехвалковый стан холодной прокатки
-

Станок для продольной резки труб (0,6-4)
-

Плоский горизонтальный срез пластин средней и толстой толщины
-

Автоматическая система кодирования для линии поперечной резки стальных листов Kaiping 12×2000
-
Гиперболическая высокоскоростная линия сдвига
-
Высокоскоростная мобильная резка пластин средней и толстой толщины
-

Непрерывный прокатный стан
-

Станок для резки листового проката средней и толстой толщины (для 12 сварных труб)
-

Горизонтальные ножницы из толстой пластины из нержавеющей стали с обрезкой 16×2000
-

Высокоскоростные пневматические стопорные ножницы из общей углеродистой стали 3×1600
-

Прецизионная машина для продольной резки фольги из нержавеющей стали
-
Двадцативалковый чистовой стан
-

Проволока для летающих ножниц из нержавеющей стали mirror304 3×1600
-

Высокоскоростные сервоприводные стопорные ножницы из нержавеющей стали 3×1600



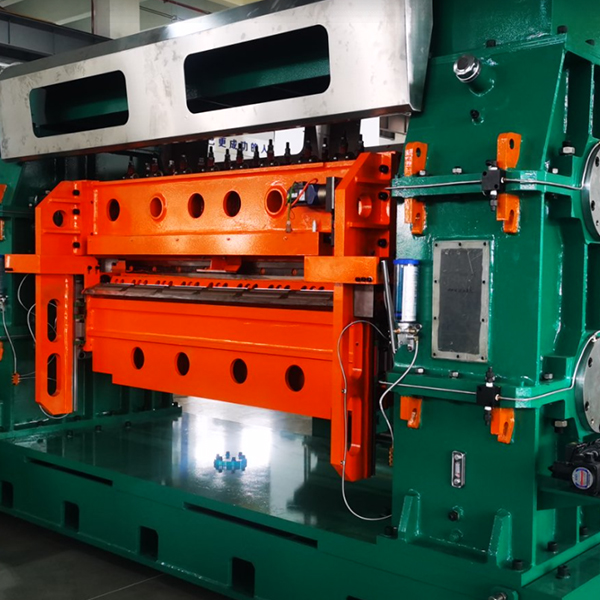
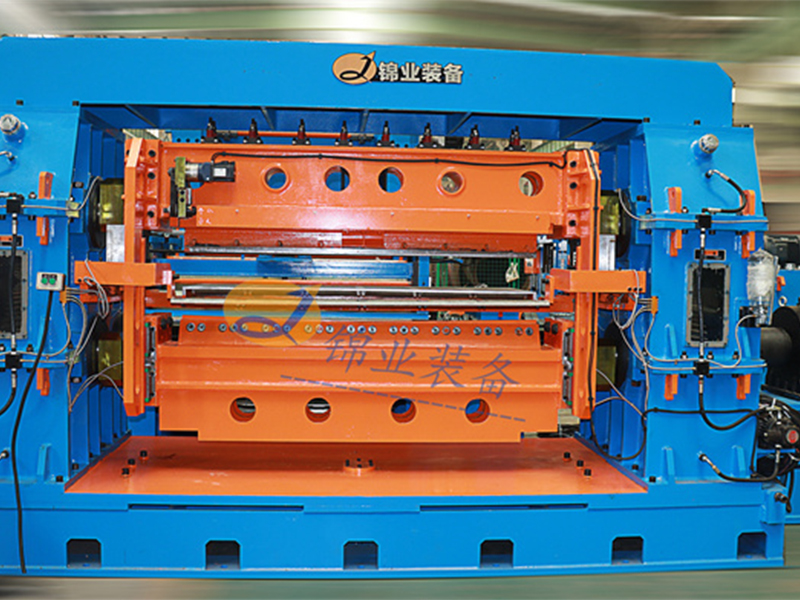
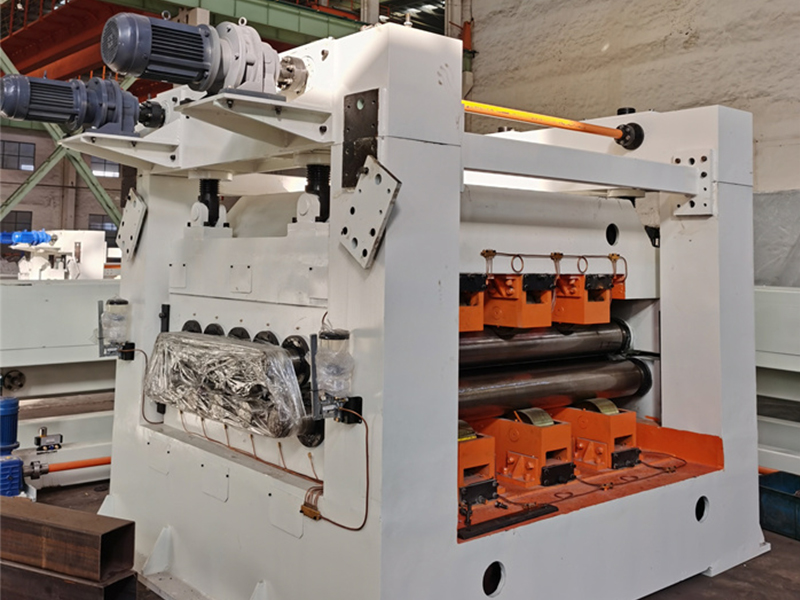
Реверсивный прокатный стан AGC
Гидравлический стан холодной прокатки AGC становится все более популярным в индустрии прокатки металлических полос благодаря своей высокой точности, скорости и высокой степени автоматизации.
Описание
маркер
Использование продукта
Гидравлический стан холодной прокатки AGC становится все более популярным в индустрии прокатки металлических полос благодаря своей высокой точности, скорости и высокой степени автоматизации.
Гидравлический прокатный стан AGC становится все более популярным в индустрии прокатки металлических полос благодаря своей высокой точности, высокой скорости и высокой степени автоматизации.
Завинчивающийся прокатный стан может быть механического типа и гидравлического типа AGC,механический тип состоит из двигателя, редуктора скорости, тормоза, червячного винта, сферической накладки и т.д. верхний валок можно быстро и часто регулировать с большим ходом и без нагрузки при прокатке, более простая конструкция и простота обслуживания, сложная система передачи и более низкая чувствительность, не подходят для высокоскоростной и высокоточной прокатки.
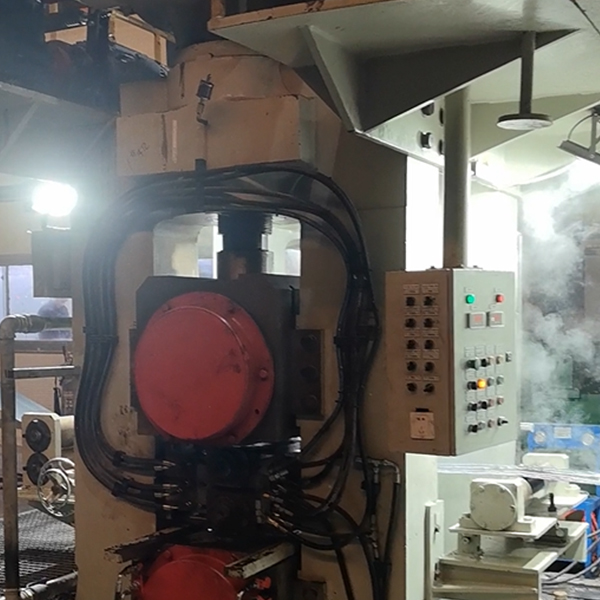
Гидравлический пресс состоит из гидроцилиндра, сервоклапанов, гидравлической системы, а также контрольных счетчиков и вычислительной системы управления, которые не имеют сложной конструкции трансмиссии.ØГидравлическая система прессования AGC с автоматическим управлением, включающая гидравлические цилиндры прессования, систему управления AGC, гидравлическую станцию, толщиномеры, с функциями контроля положения постоянного зазора между роликами, контроля постоянного давления и автоматической регулировки наклона.
1)Компьютерная система автоматического управления с центральным процессором
2)Сенсорный экран HIM для динамического отображения, настройки параметров прокатки, аварийных сигналов и печати отчетов.
3)Цифровой привод постоянного или переменного тока
4)Привод средних роликов (раздельно приводите в действие верхний средний ролик и нижний средний ролик.
5)управление охлаждением роликов, разделенных на пять зон, с регулировкой расхода выделяемой воды
6)управление положительным / отрицательным изгибом рабочего ролика
7)Предварительная настройка перемещения среднего ролика и управление положительным изгибом среднего ролика
8)нулевая установка осевой линии прокатки с помощью клина.
9)оборудование для быстрой смены рабочих роликов и средних роликов
10)автоматическая регулировка скорости и натяжения прокатки
11)Меры защиты при обрыве полосы, аварийная сигнализация и аварийная остановка.
12)газомасляная смазка рабочих роликов, средних роликов и запасных роликов.
13)Роликоподшипники для запасных роликов.
14)Рентгеновский толщиномер
15)Система управления процессом прокатки и сигнализация о дефектах, управляемая ПЛК
16)Предварительная настройка процесса прокатки, проверка, отображение и сигнализация параметров процесса прокатки и критических параметров станка



преимущества стана винтовой прокатки с высоким AGC
1.Малая инерция, быстрая реакция и высокая чувствительность гарантируют высокую точность прокатки, отклонение толщины можно контролировать в пределах 1% и увеличивать процент качественного проката.
2.быстрая и точная реакция гидравлической системы позволяет эффективно устранить помехи, возникающие при частом изменении зазора между валками, вызванном эксцентриситетом валка.
3.Сбор, запись и отображение параметров процесса прокатки, включая неисправности. Удобный диалог с HMI.
4.Скорость прокатки может быть очень высокой, например, 240 м/мин, 480 м/мин, 600 м/мин, 1000 м/мин.
5.Высокая точность гидравлического AGC особенно очевидна на прокатных станах средней и большой ширины.
Параметры
Линия гидравлического стана холодной прокатки AGC 6 высокой реверсивности 850
| исходный материал: | Готовый рулон - Холоднокатаный рулон: |
| Горячекатаный стальной рулон после очистки травлением, с обрезанными краями или без них | Толщина готового рулона: 0,12 ~ 0,5 мм |
| Материал рулонов | Ширина готового рулона: 500 ~ 750 мм |
| Низкоуглеродистая или среднеуглеродистая сталь, низколегированная сталь низколегированных сплавов | Диаметр рулона: φ508 мм |
| Марка стали: Q195-Q235; 08Al; SPHC, SPHD, SPHE | Наружный диаметр рулона: φ800 ~ φ2000 мм |
| Предел прочности при растяжении: не более 450 Н/ мм2, предел текучести: 140-360 Н/ мм2 | Максимальный вес рулона: 18 тонн |
| Толщина рулона: 0,8-2,0 мм. | Максимальная степень уменьшения толщины: Q195 = 91%, Q235 = 90%, Q345 = 85% |
| Ширина рулона: 500-750 мм | Точность прокатки: |
| Диаметр рулона: φ508 мм | Стабильность прокатки≤±2%δ |
| Диаметр катушки: φ800 ~ φ2000 мм | Ускорение или замедление прокатки≤±3%δ |
| Максимальный вес катушки: 18 тонн |
| Параметры стана 850 AGC 6Hi: | |
| Максимальный крутящий момент при прокатке: | |
| 90 КН.м для высокой скорости прокатки | |
| Максимальная скорость прокатки: | |
| 300 м/мин для высокой скорости прокатки, | |
| 600 м/мин при малом коэффициенте уменьшения скорости | |
| максимальная скорость разматывания: 200 м/мин | |
| 330 м/мин для снижения большой скорости,
660 м/мин для снижения малой скорости |
|
| Максимальное натяжение при разматывании: 40 Кн | |
| Максимальное давление при раскатывании: 7000 КН | |
| Натяжение при намотке:
10-70 КН для снижения большой скорости, 5-35 КН для снижения малой скорости |
|
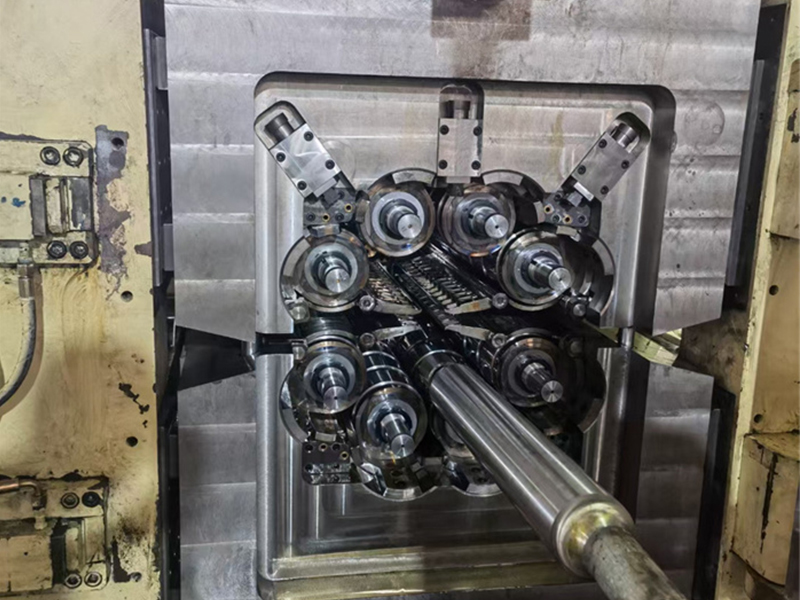
| Рабочий ролик: φ185/ φ170 × 850 мм | |
| Средний ролик: φ320/ φ290 × 850 мм, приводные средние ролики | |
| Резервный ролик: φ760/φ730×820 мм | |
| Диаметр разматывающей оправки (расширяющейся, компактной): φ520 /φ470 мм | |
| Диаметр оправки для намотки (расширяющейся, компактной): φ508/φ485 мм | |
| Сечение прокатной клети: 450 × 550 = 247500 мм2 | |
| Положительное/отрицательное усилие изгиба ролика (с каждой стороны каждого рабочего ролика): +150 кН/-80 кН | |
| Положительное усилие изгиба ролика (с одной стороны каждого среднего ролика): 300 Кн | |
| Поперечный перенос среднего ролика:
+150 мм для верхнего среднего ролика, -150 мм для нижнего среднего ролика |
|
| Постоянное давление в общей низковольтной гидравлической системе: 10 МПа | |
| Постоянное давление в гидравлической системе для гибки роликов: 18,5 МПа | |
| Постоянное давление в гидравлической системе: 23 МПа | |
| Электрическая система управления: рентгеновский толщиномер, гидравлическая система AGC, ПЛК и промышленный компьютер, шкафы электропривода и пульты управления оператора. | |
связаться с нами
Сопутствующие популярные продукты

Станок для продольной резки и обмотки листов средней толщины
Стальные листы средней толщины широко используются в конструкционных профилях, опорах зданий, машиностроении, производстве труб, лазерной резке, судостроении и других областях.Задача станка для резки листового проката средней толщины заключается в изготовлении небольших стальных рулонов требуемой ширины с помощью процессов размотки, продольной резки и намотки.
Высокоскоростная мобильная резка пластин средней и толстой толщины
1.выравниватель непрерывно выпрямляет металлический лист без использования сцепления. 2.производительность выше, так как резка в движении не занимает много времени. 3.для резки толстого листового металла не требуется такая короткая длина, что позволяет выполнять резку подвижными ножницами.

Высокоскоростной и высокоточный станок для продольной резки(200mpm)
Специализированная высокоскоростная линия прецизионной резки листового металла по индивидуальному заказу.Мы являемся компанией по производству линий для резки листового металла.Наша компания, основанная в 2000 году, на сегодняшний день производит сотни линий для обработки листового металла примерно в 60 странах по всему миру.
Двадцативалковый чистовой стан
Стан холодной прокатки 20Hi, несомненно, является оптимальным решением для уменьшения толщины полос из труднодеформируемых сплавов, таких как полосы из нержавеющей стали. Предложение о 20-миллиметровой мельнице диаметром 650 мм разработано в соответствии с маркетинговыми требованиями к готовой продукции и приемлемой конфигурацией станка.
Станок для продольной резки труб (0,6-4)
Высокочастотная прямошовная сварка труб имеет широкий спектр применений и применяется в металлоконструкциях, транспортировке жидкостей, производстве оборудования и других областях.
Высокоскоростные сервоприводные стопорные ножницы из нержавеющей стали 3×1600
Пластины из нержавеющей стали обладают гладкой поверхностью, высокой пластичностью, ударной вязкостью, механической прочностью, коррозионной стойкостью и все более широким спектром применения. Пластины из нержавеющей стали в основном делятся на серии 200, 300 и 400.
Плоский горизонтальный срез пластин средней и толстой толщины
Линия поперечных ножниц для выравнивания листового металла средней толщины производит листовой металл средней толщины посредством процесса разматывания, выравнивания и сдвига по фиксированной длине.

Передвижных летающих кусачка для проволоки
Когда необходимо разрезать листы из нержавеющей стали, алюминиевые листы, листы с покрытием, холоднокатаные листы и другие материалы из листового металла на фиксированную длину без остановки, в дополнение к гиперболическим летающим ножницам существуют также передвижные ножницы.

Стан холодной прокатки медной полосы
Производство медной полосы будет осуществляться путем горячей и холодной прокатки, горячей прокатки заготовки толщиной около 15 мм, на стане холодной прокатки меди сначала будет производиться черновая прокатка для получения листа толщиной около 3 мм, затем на стане тонкой прокатки будет производиться медная полоса и даже медная фольга.

Машина для резки листов из нержавеющей стали
С ростом использования рулонов нержавеющей стали в промышленном производстве и повседневной жизни спрос на станки для резки рулонов нержавеющей стали растет день ото дня, большинство из которых – это станки для резки листов нержавеющей стали.

Высокоскоростной слайсер для рулонов нержавеющей стали (3×1600)
Высокоскоростная машина для продольной резки нержавеющей стали специально разработана для выгрузки, продольной резки и намотки рулонов из нержавеющей стали. Она подходит для рулонов из нержавеющей стали толщиной менее 3,0 мм.

Реверсивный прокатный стан Erlian
Реверсивный стан холодной прокатки по сравнению с тандемным станом холодной прокатки имеет преимущества в виде меньших капиталовложений, меньшего пространства, переменной толщины и недостатки в виде меньшей степени уменьшения толщины, меньшего объема производства и более низкого процента производительности.

Холоднокатаный лист, оцинкованный лист, ограничитель для высокоскоростных срезов (2×1250)
Горячекатаный стальной лист подвергается травлению и холодной прокатке из холоднокатаного листа. Толщина холоднокатаного листа (CRC, CRS) обычно составляет менее 3 мм и относится к тонким листам.
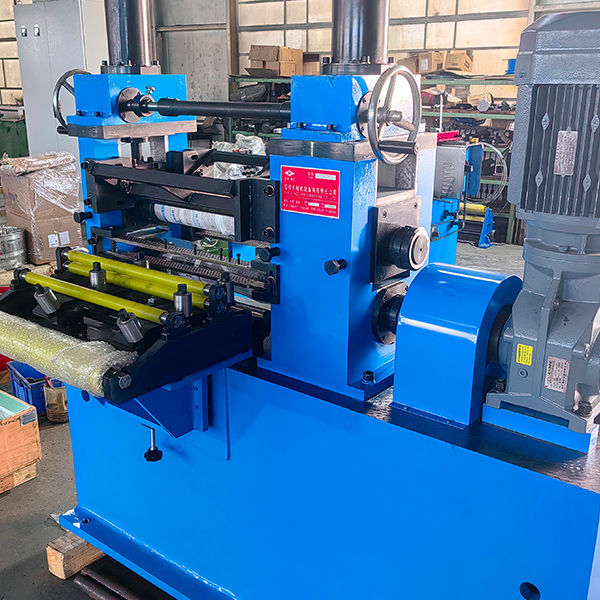
Металлический лист Линия продольной резки Сверхточная марка
Линия продольной резки листов металлической фольги требует сверхточной продольной резк...
Непрерывный прокатный стан
Завод по переработке рулонной углеродистой стали посмотрите на тандемный стан холодной прокатки, который непрерывно уменьшает толщину стального листа со скоростью сотен метров в минуту, тандемный стан холодной прокатки обеспечивает огромный объем производства рулонной холоднокатаной стали.
Проволока для летающих ножниц из нержавеющей стали mirror304 3×1600
Линия продольной резки вращающимися летающими ножницами – это производственная линия для продольной резки металлических рулонов после размотки и выравнивания, состоящая из разматывателя (обрезчика кромок), выравнивателя, устройства подачи длины с ЧПУ, высокоскоростных вращающихся летающих ножниц, штабелера и т.д.