
+86-18951513765

Продукция



-

Линия продольной резки с двойным держателем инструмента (3×1600)
-

Высокоскоростной слайсер для рулонов нержавеющей стали (3×1600)
-

Машина для выравнивания и рихтовки нержавеющей стали
-

Станок для продольной резки и обмотки листов средней толщины
-

Мощная машина для продольной резки горячекатаного стального листа (1-8)
-

Машина для выравнивания и рихтовки обычной углеродистой стали
-

Высокоскоростные сервоприводные стопорные ножницы из нержавеющей стали 3×1600
-

Плоский горизонтальный срез пластин средней и толстой толщины
-

Высокоскоростной и высокоточный станок для продольной резки(200mpm)
-

Станок для продольной резки труб (0,6-4)
-

Линия для продольной резки толстолистового проката из обычной углеродистой стали (3-16)
-

Прецизионная машина для продольной резки фольги из нержавеющей стали
-

Линия для резки тонкого листа
-

Линия вырубки Kaiping
-

Высокоскоростные горизонтальные ножницы из горячекатаной углеродистой стали общего назначения (6×1600)
-

Неориентированный прецизионный станок для продольной резки, ориентированный на кремниевую сталь
")
")
")
")
")
")
")
")
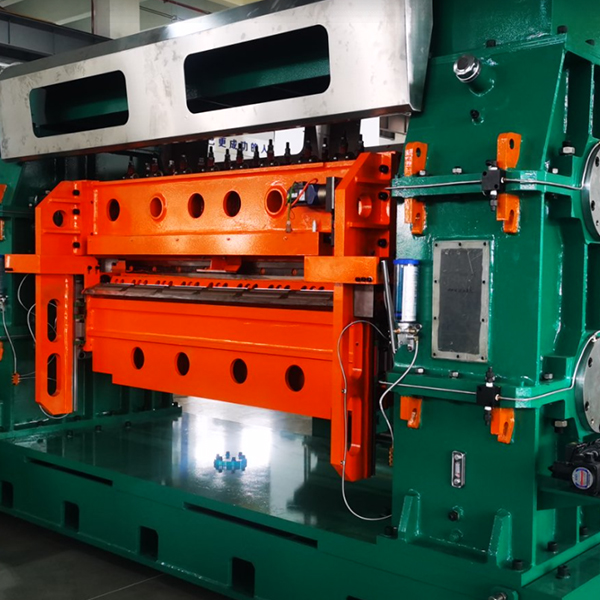
Продольный станок для холодной гибки (0,3-3)
Для производства таких профилей, как С-образная сталь, Z-образная сталь, колонны, панели ограждений, кабельные лотки, полки и т.д., требуется установка для продольной резки относительно широких рулонов стали на небольшие рулоны стали соответствующей ширины в продольном направлении.Продольные станки широко используются при распространении станков для холодной гибки заготовок.
Описание
маркер
Использование продукта
Для производства таких профилей, как С-образная сталь, Z-образная сталь, колонны, панели ограждений, кабельные лотки, полки и т.д., требуется установка для продольной резки относительно широких рулонов стали на небольшие рулоны стали соответствующей ширины в продольном направлении.Продольные станки широко используются при распространении станков для холодной гибки заготовок.
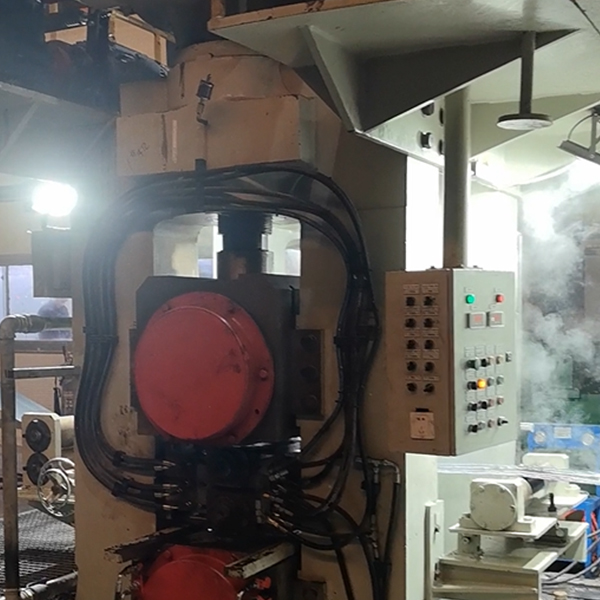
Производственный процесс продольной резки в основном одинаков, включая размотку, зажим, коррекцию, продольную резку, скручивание отходов проволоки, складирование в петли, демпфирование, намотку и резку.Скорость производства зависит от требований заказчика к производственным мощностям. Вспомогательное оборудование, такое как погрузочно-разгрузочные работы, выгрузка инструмента и т.д., с одной стороны, связано с производственными мощностями, а с другой - зависит от требований заказчика к степени автоматизации.Наша машина для продольной резки имеет прочную конструкцию, стабильную производительность, экономичное применение и высокую стоимость.
Особенности продукта
1.Обычно вес стального рулона составляет около 15 тонн, но не более 20 тонн, и используется однорычажный разматыватель.
2.Как правило, до и после продольной резки имеется накопительная яма, обеспечивающая плавность и бесперебойность активной или пассивной резки.
3.Дисковый режущий станок: Это основная линия продольной резки, и точность обработки обеспечивает высокую точность продольной резки.Быстрая взаимозаменяемость двойных держателей инструментов является необязательной.
4.Вертикальная или горизонтальная машина для скручивания ненужной проволоки, синхронизированная со скоростью продольной резки, обеспечивает аккуратную намотку, а ненужную проволоку можно перерабатывать и утилизировать.
5.Демпфирующий стол: конструкция из войлочной пластины, регулируемое гидравлическое давление, обеспечивающее стабильное натяжение намотки.
6.Механизм разделения материала: Есть три способа разделения материала до и после, один на выходе из второй емкости для хранения, один перед демпфированием и один в месте намотки, чтобы обеспечить аккуратность намотки.
7.Моталка: Она также является основной частью машины для продольной резки, которая синхронизирована со скоростью продольной резки, и скорость автоматически регулируется в зависимости от внешнего диаметра намотки. Грузоподъемность намотки большая, а намотка стабильная.
8.Режущая тележка может устанавливаться на полу или в яме, а рулевой рычаг может использоваться в сочетании с ней.



Композиция
| 1. Седло для хранения рулонов | 2.Тележка для загрузки рулонов |
| 3. устройство для разматывания рулонов с двойной оправкой | 4. Прижимной ролик для головки рулона |
| 5. Вал для правки рулонной головки и лопаточный нож | 6.Прижимной механизм, устройство для предварительного выравнивания 5 рулонов и ножницы |
| 7. Шлицевая петля1 или приводной рольганг | 8. Прижимной ролик и боковая направляющая |
| 9. режущий инструмент, двойные головки опционально | 10. Устройство для намотки обрезков и пресс для обрезки полос |
| 11.шлицевая петля2 | 12. Предварительный сепаратор, натяжное устройство пластинчатого типа, ролик для кодирования отклонителя |
| 13.Разделительный кронштейн и разматыватель | 14. Тележка для разгрузки рулонов |
| 15. Разгрузочный турникет (опционально) | 16. Гидравлическая система |
| 17. Пневматическая система | 18. Электрическая система управления |
параметр
| Линия продольной резки 0,3 - 3 X 1600 при 150 оборотах в минуту | Параметры |
| Поступающие стальные рулоны | Диаметр 508 мм, 610 мм, наружный диаметр 1800 мм, вес рулона 20 т |
| Готовые дополнительные рулоны | Диаметр 508 мм, наружный диаметр 1800 мм, максимальный вес рулона 20 т |
| Ширина основного рулона | 600-1600 мм |
| Ширина дополнительного рулона | 20 мм -600 мм |
| Количество разрезов | 1 мм x 30 прорезей; 2 мм x 15 прорезей; 3x10 прорезей |
| Основные двигатели | Станок для резки 110 кВт + разматыватель 132 кВт |
| Режущий нож | ID220 x OD340 x 10/15 мм SKD11 HRC58-61 |
| Оправка для перемотки | Бесшовная оправка диаметром 508 мм |
| Необязательный | Быстрая замена режущих кромок, разгрузочный турникет |
| Скорость продольной резки | Регулируется скорость 0-100-150 миль/мин |
| Конфигурация | Siemens PLC, привод Parker, клапаны Victory |
| Точность продольной резки | Ширина щели ±0,1мм; Прогиб ±0,1мм/м; зазубрина 5% от толщины; зазубрина отката<0,5 мм |
связаться с нами
Сопутствующие популярные продукты
Неориентированный прецизионный станок для продольной резки, ориентированный на кремниевую сталь
Прецизионный станок для продольной резки кремниевой стали специально разработан для выгрузки, продольной резки, раскроя и намотки рулонов из кремниевой стали. Толщина листа электротехнической стали составляет 0,1-1,0 мм, ширина – 200-1250 мм, количество полос для продольной резки относительно велико, до 40-50.

Высокоскоростная режущая проволока из нержавеющей стали с обрезкой (3×1600)
Пластины из нержавеющей стали обладают гладкой поверхностью, высокой пластичностью, ударной вязкостью, механической прочностью, коррозионной стойкостью и все более широким спектром применения. Пластины из нержавеющей стали в основном делятся на серии 200, 300 и 400.

Линия поперечной резки с сервоприводом для тяжелых материалов
Линия резки рулонов металла с сервоприводом Линия резки рулонов металла с сервоприводом имеет очевидные преимущества в процессе резки рулонов металла средней толщины на мерные длины, включая разматыватель, выравниватель(и), (кромкообрезчик), сервоприводные летучие ножницы, конвейерный стол и автоматический укладчик. Для толстого металлического листа необходимо двойное выравнивание, предварительное выравнивание и точное выравнивание для снятия внутреннего напряжения в металлическом листе, обрезка кромок важна для листов нержавеющей стали и алюминия, окончательная система укладки будет типа Bomb-Hacker, которая прочна, регулируема и эффективна.

Шестивалковый стан холодной прокатки
Станы холодной прокатки 6High имеют различные модели, большие или меньшие, для производства более широких или более узких, более твердых или более мягких металлических полос. Стан холодной прокатки 6High – это тип стана тонкой прокатки для производства высокоточных полос CR.

Проволока для летающих ножниц из нержавеющей стали mirror304 3×1600
Линия продольной резки вращающимися летающими ножницами – это производственная линия для продольной резки металлических рулонов после размотки и выравнивания, состоящая из разматывателя (обрезчика кромок), выравнивателя, устройства подачи длины с ЧПУ, высокоскоростных вращающихся летающих ножниц, штабелера и т.д.

Ленточный стан холодной прокатки из нержавеющей стали
1.Двигатели гораздо большей мощности обеспечивают большее усилие прокатки 2.Демонтируемая твердосплавная оправка для удобного промежуточного отжига 3.Автоматическая гидравлическая система управления AGC 4.Обычно реверсивный стан холодной прокатки

Высокоскоростная линия для продольной резки пластин средней толщины (двойной держатель инс)
Две продольно-резательные машины могут приводиться в движение одним приводным двигателем и трансмиссией, или каждая продольно-резательная машина имеет один двигатель и трансмиссию, режущая головка которой выезжает и возвращается обратно по рельсам, без необходимости использования одной сменной платформы.
Станок для продольной резки и обмотки листов средней толщины
Стальные листы средней толщины широко используются в конструкционных профилях, опорах зданий, машиностроении, производстве труб, лазерной резке, судостроении и других областях.Задача станка для резки листового проката средней толщины заключается в изготовлении небольших стальных рулонов требуемой ширины с помощью процессов размотки, продольной резки и намотки.
Станок для продольной резки труб (0,6-4)
Высокочастотная прямошовная сварка труб имеет широкий спектр применений и применяется в металлоконструкциях, транспортировке жидкостей, производстве оборудования и других областях.

Машина для выравнивания общей углеродистой стали
Машина для выравнивания общей углеродистой стали.
Машина для выравнивания и рихтовки нержавеющей стали
Машина для выравнивания и рихтовки нержавеющей стали.

Горизонтальные ножницы из толстой пластины из нержавеющей стали с обрезкой 16×2000
Горячекатаный листовой прокат из нержавеющей стали имеет относительно большую толщину и высокую прочность. Требования, предъявляемые к обработке резанием в моделях серий 200, 300 и 400, связаны с прочностью оборудования, автоматизацией, производственными мощностями и защитой листа.

Автоматическая система кодирования для линии поперечной резки стальных листов Kaiping 12×2000
Линия поперечной резки толстых стальных листов Kaiping производит упаковки из стальных листов, каждая упаковка в основном имеет длину 6-12 метров и весит 5-6 тонн.При проектировании и изготовлении всей производственной линии необходимо в полной мере учитывать эффективность всего процесса в каждой функциональной части, такой как механизм выгрузки.

Станок для обрезки и правки алюминиевых пластин
Станок для обрезки и правки алюминиевых пластин.

Высокоскоростной и высокоточный станок для продольной резки: новые стандарты качества и производительности
Высокоскоростной и высокоточный станок для продольной резки: новые стандарты качества и производи...

Реверсивный прокатный стан Erlian
Реверсивный стан холодной прокатки по сравнению с тандемным станом холодной прокатки имеет преимущества в виде меньших капиталовложений, меньшего пространства, переменной толщины и недостатки в виде меньшей степени уменьшения толщины, меньшего объема производства и более низкого процента производительности.