
+86-18951513765

Продукция



-

Проволока для летающих ножниц из нержавеющей стали mirror304 3×1600
-

Линия поперечной резки с сервоприводом для тяжелых материалов
-

Машина для резки листов из нержавеющей стали
-

Линия поперечной резки горячекатаного листа с простым кодом материал 10,12
-

Прецизионная машина для продольной резки фольги из нержавеющей стали
-
Металлический лист Линия продольной резки Сверхточная марка
-
Высокоскоростная мобильная резка пластин средней и толстой толщины
-

Горячекатаный толстый лист с открытой плоской линией 25х2000
-

Высокоскоростная горизонтальная резка тонких пластин
-

Стан холодной прокатки алюминиевых листов
-

Машина для выравнивания и рихтовки обычной углеродистой стали
-

Продольный станок для холодной гибки (0,3-3)
-

Машина для выравнивания общей углеродистой стали
-

Станок для продольной резки и обмотки листов средней толщины
-

Высокоскоростная линия для резки холоднокатаного оцинкованного листа
-
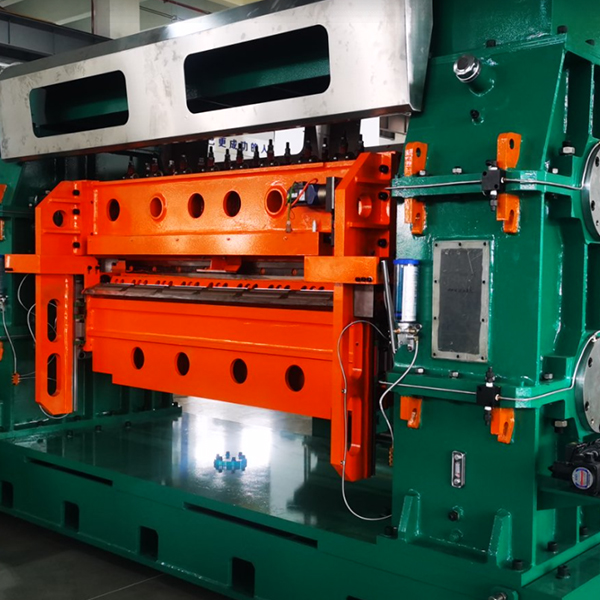
Двадцативалковый чистовой стан





Непрерывный прокатный стан
Завод по переработке рулонной углеродистой стали посмотрите на тандемный стан холодной прокатки, который непрерывно уменьшает толщину стального листа со скоростью сотен метров в минуту, тандемный стан холодной прокатки обеспечивает огромный объем производства рулонной холоднокатаной стали.
Описание
маркер
Использование продукта
Завод по переработке рулонной углеродистой стали посмотрите на тандемный стан холодной прокатки, который непрерывно уменьшает толщину стального листа со скоростью сотен метров в минуту, тандемный стан холодной прокатки обеспечивает огромный объем производства рулонной холоднокатаной стали.
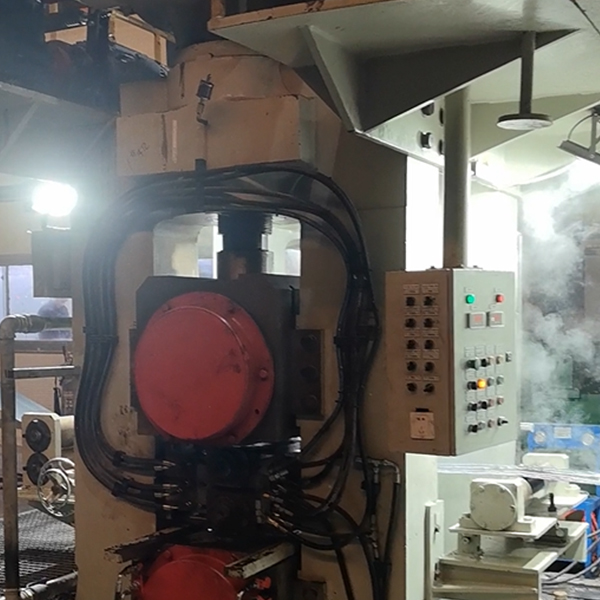
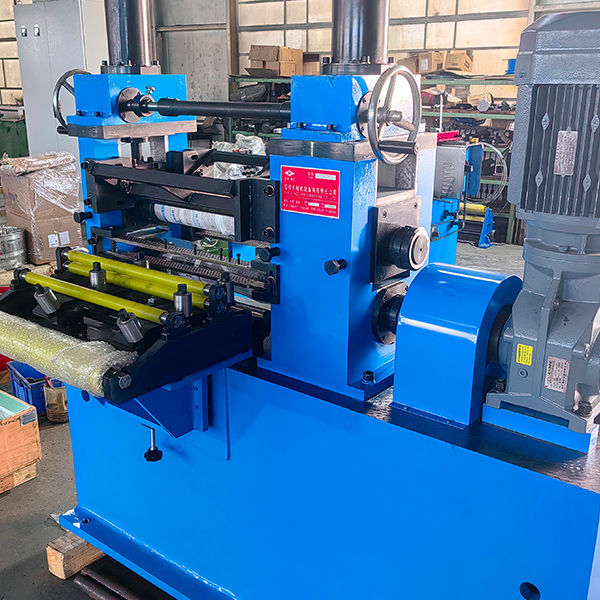
Особенностью тандемного стана является непрерывная прокатка: от размотки до намотки в рулон и непрерывная работа без остановки, поэтому на линии прокатки установлены автоматические ножницы и сварочный аппарат, накопитель полосы и устройства для двойной перемотки.
Особенности тандемного стана
1.Автоматические ножницы и сварка, а также спиральный накопитель обеспечивают непрерывную размотку и подачу полосы.
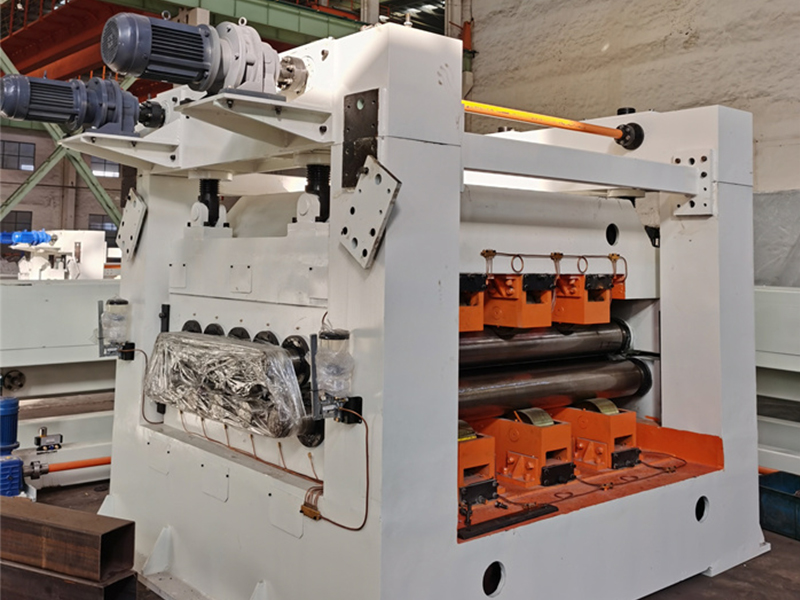
2.Доступны две стойки, три стойки, четыре стойки, пять стоек, шесть стоек в зависимости от степени уменьшения толщины стального листа.
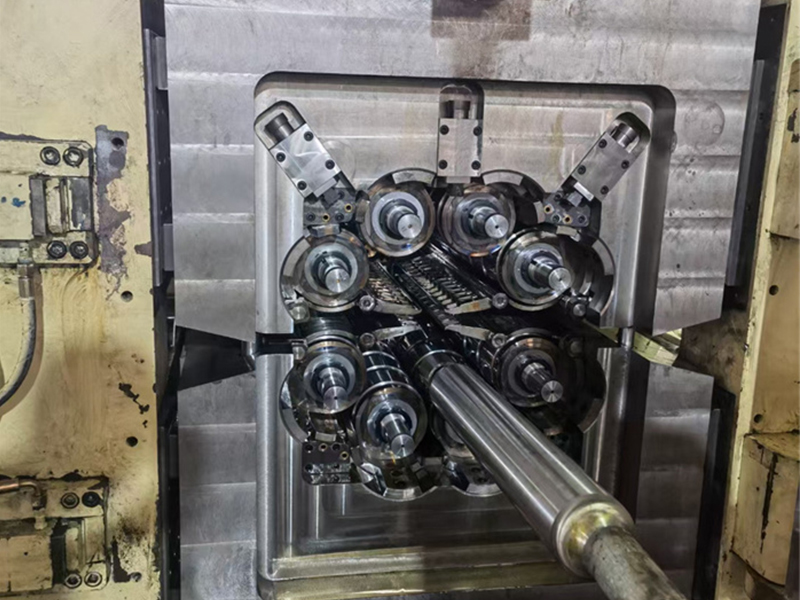
3.Стальная полоса непрерывно проходит через тандемные станы, скорость прокатки постепенно увеличивается под автоматическим управлением электроприводов, системой контроля толщины и ПЛК.
4.двойные моталки - хороший способ обеспечить непрерывную намотку. Работают два мотальных станка: головка ленты подается на один мотальный станок, ленточный наматыватель удерживает головку и наматывает ее на оправку для намотки, стальная полоса начинает наматываться на оправку, увеличьте скорость намотки до максимально стабильной, когда хвостовой сварной шов катушки приблизится к мотальному станку, замедлите работу линии прокатки, отрежьте полоску после хвостового сварного шва.Катушечная головка перейдет к другой моталке и повторит описанный выше процесс. Вся линия работает непрерывно, просто уменьшите скорость во время смены двух моталок.
5.Для каждой клети мельницы можно выбрать механический или гидравлический AGC-пресс.
6.У каждой клети мельницы есть своя панель управления, а шкафы управления основными двигателями расположены в диспетчерской кондиционирования воздуха.
7.Жидкое масло для смазки шестерен в коробках передач, эмульгированная охлаждающая вода для прокатных валков, газообразное масло для смазки роликоподшипников мельниц.
8.автоматизация и производство достигают максимального масштаба.
Тандемный стан непрерывной прокатки - это сложная производственная линия, и нам нужно, чтобы клиенты сообщали нам о своих условиях и требованиях, а затем проектировали технологический процесс линии прокатки.



Параметры
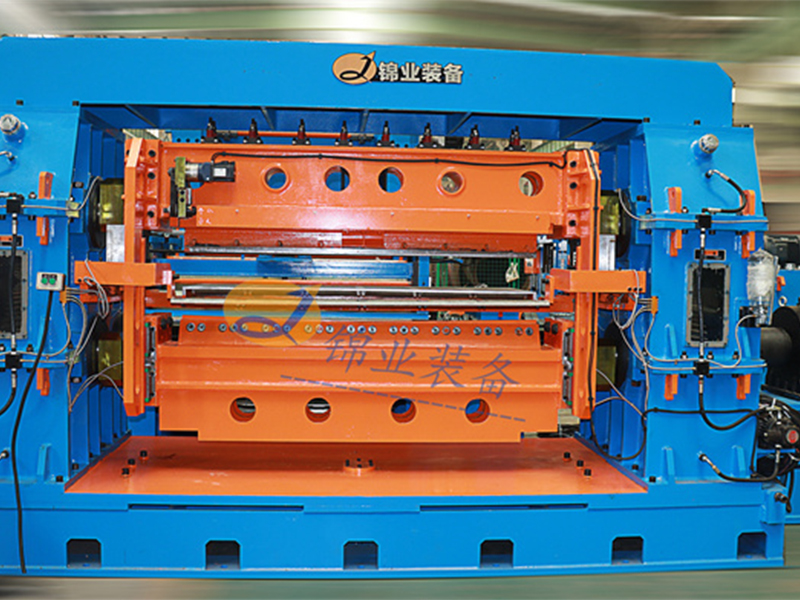
Линия тандемного стана холодной прокатки из 750 четырех клетей
Процесс компоновки тандемного стана холодной прокатки:
Гидравлическая тележка для загрузки рулонов, разматыватель, пятивалковая рихтовальная машина, сварочно-режущая машина, горизонтальный спиральный накопитель, платформа для обработки входных данных, четырехвалковый прокатный стан с четырьмя клетями, платформа для обработки выходных данных, повторная намотка, тележка для выгрузки рулонов.
| Материал рулонной ленты на входе | Q195, Q235, 08AL |
| Размер и ширина рулонной ленты на входе | 2.0-4.0mm x 650mm |
| Калибр и ширина ленты на выходе рулона | 0.6-1.2mm x 650mm |
| Вес рулона | Max 12T |
| Количество прокатных клетей | Four |
| Максимальное усилие прокатки в каждой клети | ≤700T |
| Максимальная скорость прокатки на выходе | 280m/min |
| Натяжение моталки | ≤70KN |
| Размеры рабочего ролика | φ230×750 mm |
| Размеры запасного ролика | φ630×730 mm |
| Давление в гидравлической системе AGC | Max 21Mpa |
| Гидравлические цилиндры AGC | φ480mm x 70mm, 2pcs |
| Главные двигатели | 700KW x 4sets DC 1250rpm |
| Двигатель моталки | 430KW DC 1400rpm |
| Управление двигателем постоянного тока | Сименс 6RA80 |
| Электрическая система управления | Комплекты толщиномеров,
3 комплекта измерителей натяжения, ПЛК Siemens, шкафы MCC Датчик перемещения MTS и т.д. |
связаться с нами
Сопутствующие популярные продукты

Высокоскоростная линия для продольной резки пластин средней толщины (двойной держатель инс)
Две продольно-резательные машины могут приводиться в движение одним приводным двигателем и трансмиссией, или каждая продольно-резательная машина имеет один двигатель и трансмиссию, режущая головка которой выезжает и возвращается обратно по рельсам, без необходимости использования одной сменной платформы.

Станок для продольной резки труб (0,6-4)
Высокочастотная прямошовная сварка труб имеет широкий спектр применений и применяется в металлоконструкциях, транспортировке жидкостей, производстве оборудования и других областях.
Прецизионная машина для продольной резки фольги из нержавеющей стали
Станок для прецизионной резки фольги из нержавеющей стали специально разработан для выгрузки, продольной резки и намотки рулонов фольги из нержавеющей стали. Толщина тонкого материала из нержавеющей стали составляет 0,08-0,5 мм, ширина – 100-650 мм, а количество полосок для резки относительно велико – до 20-30.

Горизонтальные ножницы из толстой пластины из нержавеющей стали с обрезкой 16×2000
Горячекатаный листовой прокат из нержавеющей стали имеет относительно большую толщину и высокую прочность. Требования, предъявляемые к обработке резанием в моделях серий 200, 300 и 400, связаны с прочностью оборудования, автоматизацией, производственными мощностями и защитой листа.
Проволока для летающих ножниц из нержавеющей стали mirror304 3×1600
Линия продольной резки вращающимися летающими ножницами – это производственная линия для продольной резки металлических рулонов после размотки и выравнивания, состоящая из разматывателя (обрезчика кромок), выравнивателя, устройства подачи длины с ЧПУ, высокоскоростных вращающихся летающих ножниц, штабелера и т.д.

Высокоскоростная режущая проволока из нержавеющей стали с обрезкой (3×1600)
Пластины из нержавеющей стали обладают гладкой поверхностью, высокой пластичностью, ударной вязкостью, механической прочностью, коррозионной стойкостью и все более широким спектром применения. Пластины из нержавеющей стали в основном делятся на серии 200, 300 и 400.

Линия для резки тонкого листа
Линия продольной резки тонкого рулонного металла непрерывно разматывает и разрезает тонкий металлический рулон на несколько (от нескольких до десятков) узких полос, а затем перематывает узкие полосы на оправку, что обычно требует высокой скорости и высокой точности.
Металлический лист Линия продольной резки Сверхточная марка
Линия продольной резки листов металлической фольги требует сверхточной продольной резк...

Реверсивный прокатный стан AGC
Гидравлический стан холодной прокатки AGC становится все более популярным в индустрии прокатки металлических полос благодаря своей высокой точности, скорости и высокой степени автоматизации.
Машина для резки листов из нержавеющей стали
С ростом использования рулонов нержавеющей стали в промышленном производстве и повседневной жизни спрос на станки для резки рулонов нержавеющей стали растет день ото дня, большинство из которых – это станки для резки листов нержавеющей стали.

Линия вырубки Kaiping
Правильные станки широко используются не только для резки листового проката фиксированной длины, но и для ступенчатой штамповки, онлайн-лазерной резки, резки трапециевидных листов, прецизионной продольной резки и других целей.

Реверсивный прокатный стан Erlian
Реверсивный стан холодной прокатки по сравнению с тандемным станом холодной прокатки имеет преимущества в виде меньших капиталовложений, меньшего пространства, переменной толщины и недостатки в виде меньшей степени уменьшения толщины, меньшего объема производства и более низкого процента производительности.

Высокоскоростной слайсер для рулонов нержавеющей стали (3×1600)
Высокоскоростная машина для продольной резки нержавеющей стали специально разработана для выгрузки, продольной резки и намотки рулонов из нержавеющей стали. Она подходит для рулонов из нержавеющей стали толщиной менее 3,0 мм.

Горизонтальные ножницы из толстой пластины из общей углеродистой стали 18×2000
Основными компонентами толстолистовой стали являются обычные листы из низкоуглеродистой стали, низколегированные стали Q235, Q345, S355 и т.д. Они изготавливаются из горячекатаного или оцинкованного листа. Станок для выравнивания и поперечной резки толстолистовой стали в основном включает в себя разматыватель, выравнивающую машину, горизонтальную режущую машину и механизм кодирования.
Гиперболическая высокоскоростная линия сдвига
Горизонтальная линия для резки тонколистового металла используется для разматывания, выравнивания и резки рулонов металла фиксированной длины различной толщины.

Линия для продольной резки толстолистового проката из обычной углеродистой стали (3-16)
Для продольной резки рулонов толщиной более 10 мм используется сверхмощный станок. Форма конструкции, размер вала ролика и размер подшипника каждой детали являются гигантскими. Это проект, который крупные предприятия по обработке стальных листов будут тщательно планировать.Большая часть обрабатываемых стальных рулонов – это горячекатаные стальные рулоны, а их материалами могут быть рулоны из различных марок стали, такие как обычная углеродистая сталь и нержавеющая сталь.