
+86-18951513765

Продукция



-

Реверсивный прокатный стан Erlian
-

Линия поперечной резки с сервоприводом для тяжелых материалов
-

Продольный станок для холодной гибки (0,3-3)
-

Высокоскоростная режущая проволока из нержавеющей стали с обрезкой (3×1600)
-

Высокоскоростной слайсер для рулонов нержавеющей стали (3×1600)
-
Гиперболическая высокоскоростная линия сдвига
-

Реверсивный прокатный стан AGC
-

Станок для продольной резки труб (0,6-4)
-
Металлический лист Линия продольной резки Сверхточная марка
-

Машина для выравнивания общей углеродистой стали
-

Станок для продольной резки и обмотки листов средней толщины
-

Линия для резки тонкого листа
-

Линия продольной резки рулонной стали из высокоуглеродистой стали
-

Линия поперечной резки горячекатаного листа с простым кодом материал 10,12
-

Высокоскоростная линия продольной резки тонких листов (модернизированная модель 2×1600)
-

Машина для выравнивания и рихтовки нержавеющей стали






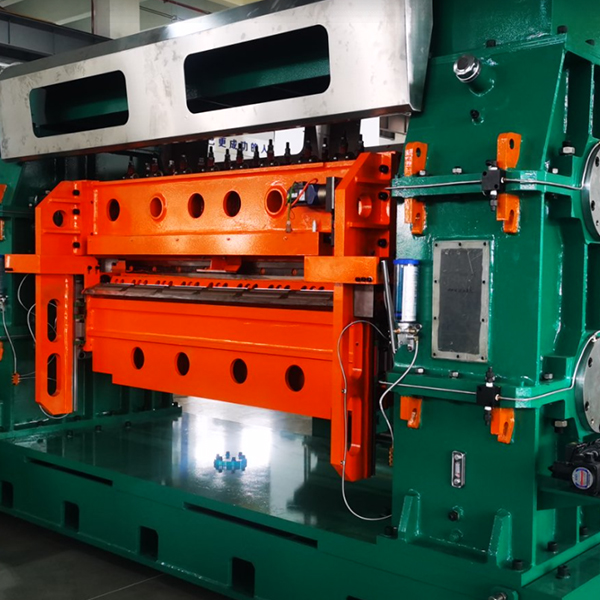
Неориентированный прецизионный станок для продольной резки, ориентированный на кремниевую сталь
Прецизионный станок для продольной резки кремниевой стали специально разработан для выгрузки, продольной резки, раскроя и намотки рулонов из кремниевой стали. Толщина листа электротехнической стали составляет 0,1-1,0 мм, ширина – 200-1250 мм, количество полос для продольной резки относительно велико, до 40-50.
Описание
маркер
Прецизионный станок для продольной резки кремниевой стали специально разработан для выгрузки, продольной резки, раскроя и намотки рулонов из кремниевой стали. Толщина листа электротехнической стали составляет 0,1-1,0 мм, ширина - 200-1250 мм, количество полос для продольной резки относительно велико, до 40-50, а скорость продольной резки составляет к точности предъявляются высокие требования: ширина разреза и допуск на заусенцы составляют ≤0,015 мм, минимальная ширина ленты - 15 мм, а толщина слоя намотки не превышает 1,5 мм. Это высокоточный станок для резки тонких материалов со скоростью резки более 200 м/мин и максимальной скоростью до 300 м/мин.
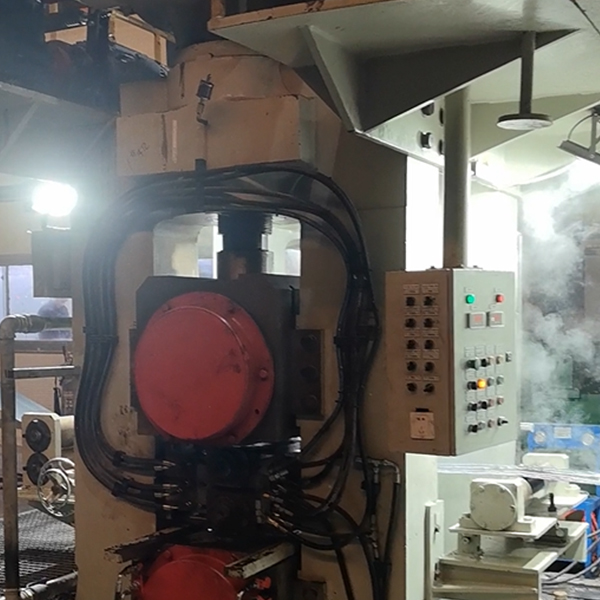
Вся сборочная линия включает в себя стол для хранения материала, передвижную разгрузочную машину, переднее отделение для хранения материала, передвижную боковую направляющую, дисковую режущую машину (двойной держатель инструмента), автономную кромкооблицовочную машину, устройство для хранения петлителей № 2, предварительную сортировку, натяжной стол (пластинчатый + два-роликового типа), задний режущий станок, ролик для измерения скорости вращения рулевого колеса, прижимное и разделительное устройство, намоточный станок и режущая тележка.Среди них конструктивный дизайн и конфигурация каждой детали должны соответствовать высокоточному уровню, чтобы соответствовать требованиям высокоскоростной прецизионной резки и намотки всей линии.
Особенности оборудования
1.В этой производственной линии полностью учтена защита поверхности стальных листов: веерообразные блоки барабана разматывателя имеют зазубрины, прижимной ролик и переходный ролик выполнены с резиновым покрытием, а намоточное устройство выполнено бесшовным.
2.Петлительный мост-переходник подъемного типа с дугообразным устройством для перемещения материала, а ультразвуковой контроль обеспечивает полное и гибкое хранение материала.
3.Разматыватель оснащен гидравлическим расширением и сжатием, автоматическим центрированием, пневматическим торможением и активной разгрузкой.
4.Положение подвижной боковой направляющей включает подачу, зажим и срез, что позволяет не только подсоединять разматывающую головку для осуществления подачи к дисковым ножницам, но и обеспечивать активную выгрузку материала в накопительную яму.
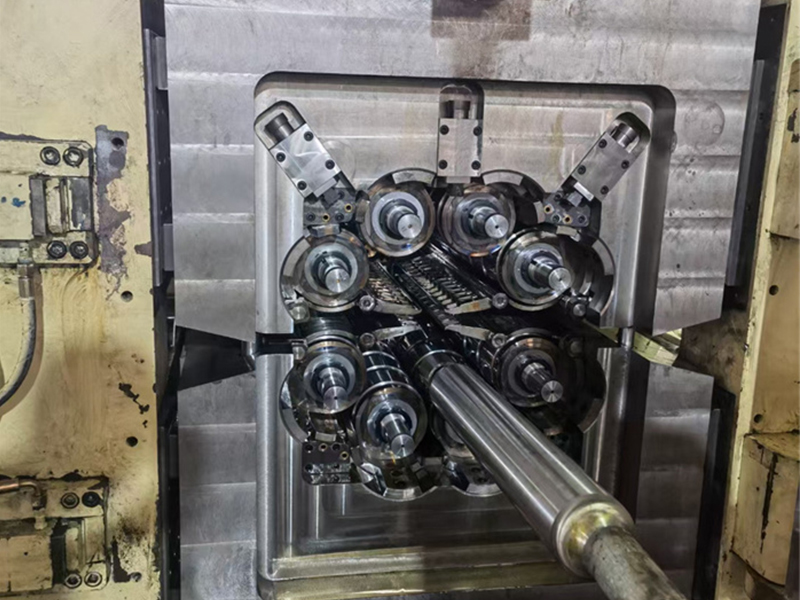
5.Машина для продольной резки: дисковые ножницы, верхний и нижний ножевые валы режутся параллельно, шариковый винтовой подъемник верхнего ножевого вала нажимается сервоприводом, электронная линейка контролирует точность подъема, противоосевое перемещение и устройство для устранения зазора при подъеме обеспечивают точность и осевое перемещение ножевого вала. находится в пределах 0,005 мм.
6.Автономный станок для скручивания кромочной проволоки: Кромочная проволока свободно опускается в петлитель, а затем вытягивается из него и собирается в рулоны. На переходном направляющем столе имеется войлочная прижимная пластина, предотвращающая попадание хвостика в петлитель.
7.Механизм предварительного разделения материала: На выходе из петлителя имеется вал для разделения материала, а после прижимного ролика - второй вал для разделения материала. Положение листа для разделения материала регулируется в соответствии с размером разрезаемого материала. Верхний и нижний разделительные валы имеют выдвижной фиксирующий тип, что удобно и безопасно.
8.Натяжной стол, в дополнение к натяжному устройству для пластин, оснащен натяжным устройством с двумя роликами и сервоуправляемым механизмом натяжения.
9.Ролик рулевого управления для измерения скорости: после измерения скорости и управления рулем он может адаптироваться к углу намотки и требованиям регулирования скорости.
10.Механизм разделения под давлением: Гидравлическая направляющая колонна непосредственно прижимается, равномерное давление пассивно повышается, а разделение происходит аккуратно и надежно.
11.Бесшовная намотка: двухкулачковая бесшовная катушка, внутренний блок расширения и сжатия представляет собой интегрированную втулку с хорошей жесткостью и высокой точностью; преобразование частоты и постоянный контроль натяжения.
12.Погрузочно-разгрузочная тележка: гидравлический подъем, электрическая ходунка, на внешнем краю V-образной платформы разгрузочной тележки равномерно расположены домкраты, а вставной стержень предотвращает опрокидывание небольшого стального рулона.
13.Гидравлическая система: Гидравлическая станция приводится в действие регулируемым плунжерным насосом для обеспечения стабильного давления в системе. Каждый гидравлический привод управляет масляным цилиндром в соответствии со своими функциональными потребностями. Группа гидравлических клапанов оснащена фильтрующим устройством для обеспечения чистоты масла и воздушным охлаждением для обеспечения стабильного давления в системе. температура масла.
14.Электронная система управления: включая шкаф питания двигателя и операционный шкаф, рабочий экран представляет собой сенсорный экран и ПЛК с интеллектуальным экраном мониторинга, и вся работа линии в основном полностью автоматизирована.
Принадлежности для резки: Клиенты должны заказать необходимое количество принадлежностей для резки в соответствии с фактическими спецификациями и количеством, включая ножи, накладки для ножей, деревянные рейки, разделительные детали, разделительные шайбы и шерстяной войлок.



Параметры
| Линия продольной резки (0,1-1 ) x (200 -1250) 300 миль/мин | Параметры |
| Подача стальных рулонов | Диаметр 508 мм, 610 мм, наружный диаметр 1800 мм, вес рулона 25 т |
| Ширина рулона на входе | 200-1250 мм |
| Физическая прочность | Предел прочности при растяжении ≤510 МПа, предел текучести ≤335 МПа |
| Количество разрезов | 40 прорезей; |
| Готовые дополнительные рулоны | Внутренний диаметр 508 мм, наружный диаметр 1600 мм, максимальный вес рулона 18 т |
| Ширина дополнительных рулонов | 15 мм -300 мм |
| Точность продольной резки | Ширина прорези ≤0,015 мм; заусенец ≤0,015 мм; перепад кромок ≤1,5 мм |
| Основные двигатели | Режущий станок мощностью 110 кВт + серводвигатели с разматывателем мощностью 160 кВт |
| Режущий нож | ID180 x OD300 x 10, W6, HRC 51-62 |
| Оправка для разматывателя | Бесшовная оправка диаметром 508 мм |
| Необязательный | Быстрая замена режущих станков, разгрузочный турникет |
| Скорость продольной резки | регулируется на 0-200-300 миль в минуту |
| Конфигурация | ПЛК Siemens, привод Inovance, клапаны Rexroth |
Композиция
| 1.Седло для хранения рулонов | 2.Тележка для загрузки рулонов |
| 3. Устройство для разматывания рулонов на одной оправке с прижимным роликом | 4.Боковая направляющая с прижимным роликом и ножницами |
| 5.Петля для питания1 | 6.Устройство для продольной резки дисков (с двумя головками) |
| 7.автономное устройство для намотки лома и направляющий стол | 8.Петля 2 |
| 9.Разделитель рулонов | 10.Натяжение двух роликов |
| 11.Отклоняющий ролик | 12.Устройство для перемотки бесшовной оправки |
| 13.Тележка для разгрузки рулонов | 14.Разгрузочный турникет |
| 15.Гидравлическая, пневматическая система | 16.Электрическая система управления |
связаться с нами
Сопутствующие популярные продукты

Линия продольной резки с двойным держателем инструмента (3×1600)
Эффективность работы продольного станка, с одной стороны, зависит от скорости продольной резки, а с другой стороны, тесно связана со вспомогательными работами, такими как загрузка и разгрузка, нарезка ножом и нарезание резьбы на ленте.Среди них расстановка ножей в соответствии со спецификациями, которые должны быть вставлены в прорези, является более профессиональной и трудоемкой работой.

Высокоскоростные пневматические стопорные ножницы из общей углеродистой стали 3×1600
Обычная листовая сталь из углеродистой стали – это стальная пластина с наиболее широким диапазоном применения. Она делится на горячекатаную стальную пластину и холоднокатаную стальную пластину. Диапазон толщины рулона может достигать 30 мм. Обычно стальные пластины толщиной менее 6 мм относятся к тонким пластинам.

Горизонтальные ножницы из толстой пластины из нержавеющей стали с обрезкой 16×2000
Горячекатаный листовой прокат из нержавеющей стали имеет относительно большую толщину и высокую прочность. Требования, предъявляемые к обработке резанием в моделях серий 200, 300 и 400, связаны с прочностью оборудования, автоматизацией, производственными мощностями и защитой листа.

Проволока для летающих ножниц из нержавеющей стали mirror304 3×1600
Линия продольной резки вращающимися летающими ножницами – это производственная линия для продольной резки металлических рулонов после размотки и выравнивания, состоящая из разматывателя (обрезчика кромок), выравнивателя, устройства подачи длины с ЧПУ, высокоскоростных вращающихся летающих ножниц, штабелера и т.д.

Станок для резки листового проката средней и толстой толщины (для 12 сварных труб)
Стальные трубы с толщиной стенки 12 мм подходят для производства крупногабаритных сварных труб диаметром 8 дюймов и выше. Станок для продольной резки 3-12мм х 2000мм подходит для 219 трубных станков для производства стальных труб различных размеров. Мы оснащены множеством комплектов установок для продольной резки для предприятий по производству сварных труб.

Высокоскоростные сервоприводные стопорные ножницы из нержавеющей стали 3×1600
Пластины из нержавеющей стали обладают гладкой поверхностью, высокой пластичностью, ударной вязкостью, механической прочностью, коррозионной стойкостью и все более широким спектром применения. Пластины из нержавеющей стали в основном делятся на серии 200, 300 и 400.
Машина для выравнивания и рихтовки нержавеющей стали
Машина для выравнивания и рихтовки нержавеющей стали.

Мощная машина для продольной резки горячекатаного стального листа (1-8)
Большая часть более толстых стальных рулонов – это горячекатаные стальные рулоны, и для резки небольших стальных рулонов требуются мощные станки для продольной резки.Высокопроизводительный продольный станок функционально ничем не отличается от обычного продольного станка, а с точки зрения механической конструкции он прочнее и стабильнее, что проявляется в таких компонентах, как разматыватель, зажимной станок, демпфирующий стол и намоточный станок.
Реверсивный прокатный стан AGC
Гидравлический стан холодной прокатки AGC становится все более популярным в индустрии прокатки металлических полос благодаря своей высокой точности, скорости и высокой степени автоматизации.

Линия для резки трапециевидных стальных листов по длине Линия резки по длине с угловыми ножницами Sway
Мы не только производим обычные линии резки по длине, но и линию вырубки трапециевидных листов Линия вырубки листового металла — это процесс, в котором квадратные, круглые или прямоугольные заготовки механически или гидравлически вырезаются, прессуются или штампуются из металлического рулона, перед резкой, прессованием или штамповкой, сначала выравнивая лист до плоского состояния.

Высокоскоростная линия для резки холоднокатаного оцинкованного листа
Оцинкованные стальные листы (GI-листы) обладают антикоррозийными свойствами и широко используются для изготовления кровельных настилов, колонн, труб и т.д.

Передвижных летающих кусачка для проволоки
Когда необходимо разрезать листы из нержавеющей стали, алюминиевые листы, листы с покрытием, холоднокатаные листы и другие материалы из листового металла на фиксированную длину без остановки, в дополнение к гиперболическим летающим ножницам существуют также передвижные ножницы.
Двадцативалковый чистовой стан
Стан холодной прокатки 20Hi, несомненно, является оптимальным решением для уменьшения толщины полос из труднодеформируемых сплавов, таких как полосы из нержавеющей стали. Предложение о 20-миллиметровой мельнице диаметром 650 мм разработано в соответствии с маркетинговыми требованиями к готовой продукции и приемлемой конфигурацией станка.
Станок для продольной резки труб (0,6-4)
Высокочастотная прямошовная сварка труб имеет широкий спектр применений и применяется в металлоконструкциях, транспортировке жидкостей, производстве оборудования и других областях.
Высокоскоростной слайсер для рулонов нержавеющей стали (3×1600)
Высокоскоростная машина для продольной резки нержавеющей стали специально разработана для выгрузки, продольной резки и намотки рулонов из нержавеющей стали. Она подходит для рулонов из нержавеющей стали толщиной менее 3,0 мм.
Высокоскоростная режущая проволока из нержавеющей стали с обрезкой (3×1600)
Пластины из нержавеющей стали обладают гладкой поверхностью, высокой пластичностью, ударной вязкостью, механической прочностью, коррозионной стойкостью и все более широким спектром применения. Пластины из нержавеющей стали в основном делятся на серии 200, 300 и 400.