
+86-18951513765

Продукция



-

Высокоскоростной и высокоточный станок для продольной резки(200mpm)
-

Горячекатаный толстый лист с открытой плоской линией 25х2000
-

Проволока для летающих ножниц из нержавеющей стали mirror304 3×1600
-
Металлический лист Линия продольной резки Сверхточная марка
-

Неориентированный прецизионный станок для продольной резки, ориентированный на кремниевую сталь
-

Высокоскоростные сервоприводные стопорные ножницы из нержавеющей стали 3×1600
-

Высокоскоростные горизонтальные ножницы из горячекатаной углеродистой стали общего назначения (6×1600)
-

Реверсивный прокатный стан AGC
-

Шестивалковый стан холодной прокатки
-

Линия продольной резки с двойным держателем инструмента (3×1600)
-

Линия для резки тонкого листа
-

Ленточный стан холодной прокатки из нержавеющей стали
-

Прецизионная машина для продольной резки фольги из нержавеющей стали
-

Реверсивный прокатный стан Erlian
-

Линия для резки тонкого листа: высочайшее качество и производительность
-

Станок для продольной резки и обмотки листов средней толщины
")
")
")
")
")
")
")
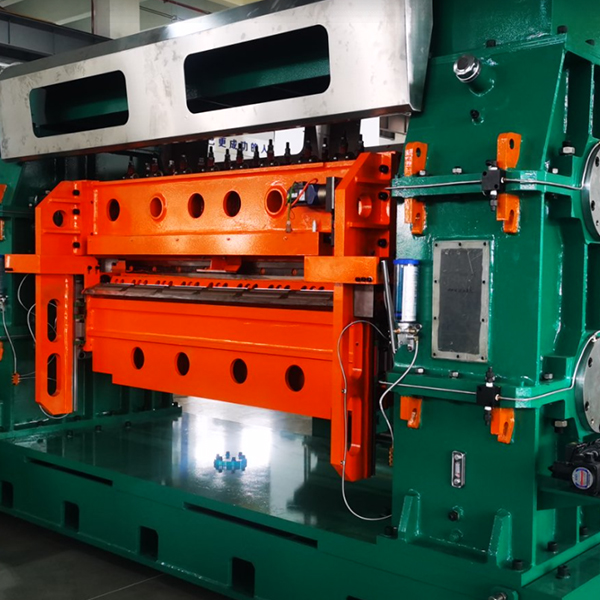
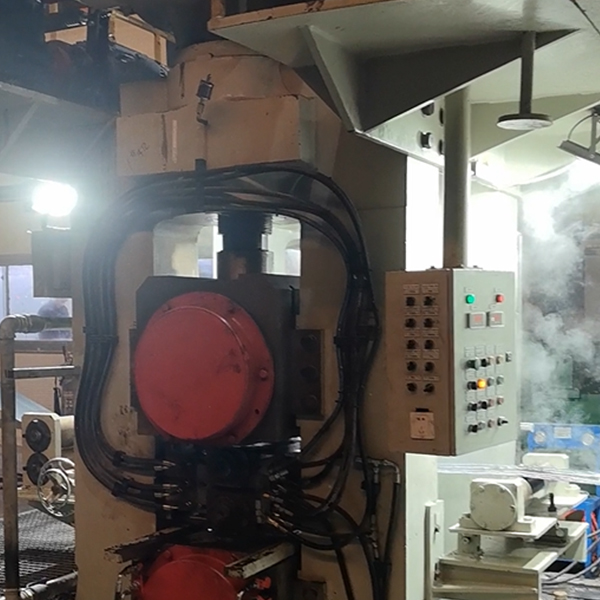
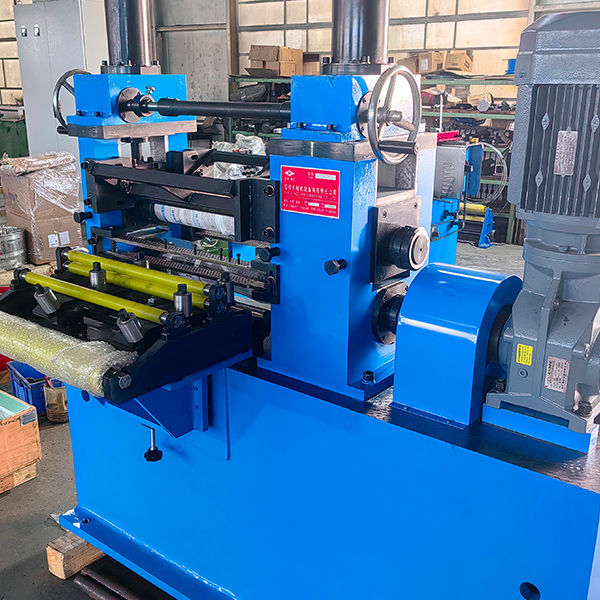
Мощная машина для продольной резки горячекатаного стального листа (1-8)
Большая часть более толстых стальных рулонов – это горячекатаные стальные рулоны, и для резки небольших стальных рулонов требуются мощные станки для продольной резки.Высокопроизводительный продольный станок функционально ничем не отличается от обычного продольного станка, а с точки зрения механической конструкции он прочнее и стабильнее, что проявляется в таких компонентах, как разматыватель, зажимной станок, демпфирующий стол и намоточный станок.
Описание
маркер
Использование продукта
Большая часть более толстых стальных рулонов - это горячекатаные стальные рулоны, и для резки небольших стальных рулонов требуются мощные станки для продольной резки.Высокопроизводительный продольный станок функционально ничем не отличается от обычного продольного станка, а с точки зрения механической конструкции он прочнее и стабильнее, что проявляется в таких компонентах, как разматыватель, зажимной станок, демпфирующий стол и намоточный станок.Станок для резки рулонной горячекатаной стали отличается высокой нагрузкой, производительностью и долговечностью. Одна функция продольной резки может удовлетворить потребности 3-5 аппаратов для сварки прямошовных труб.
Особенности продукта
1.Обычно стальной рулон весит 25-35 тонн, и используется двухрычажный разматыватель с гидравлическим расширением и сжатием, а также гидравлическим выравниванием.Для стабилизации процесса разгрузки может быть установлено устройство для предотвращения натяжения.
2.Устройство для разматывания и заправки: Оно имеет форму самолета, прижимной ролик находится в переднем положении и прижимается гидравлически, а ролик с прямой головкой расположен на уступе, который взаимодействует с лопаткой для подачи материала в зажимную машину.
3.Выравнивающая машина с зажимом для подачи: транспортируйте и разравнивайте заготовку, чтобы она легко вставлялась в режущую машину.Угол выравнивающего давления регулируется электрически, а активная подача или пассивная выгрузка в автоматическом режиме являются дополнительными.Каркасная конструкция отличается прочностью и надежностью.
4.Как правило, за продольной машиной имеется отсек для хранения, обеспечивающий синхронизацию скорости моталки и продольной машины.
5.Дисковый режущий станок: главный элемент линии продольной резки, верхний ножевой вал которого имеет большой диапазон давлений и высокую точность продольной резки.Быстрая замена двойных держателей инструментов является необязательной.
6.Горизонтальная машина для скручивания ненужной проволоки синхронизирована со скоростью продольной резки, а возвратно-поступательное движение проволоки обеспечивает аккуратную намотку.
7.Демпфирующий стол: войлочная пластина или роликовая конструкция, регулируемое давление, обеспечивающее стабильное натяжение намотки.
8.Механизм разделения материала: в общей сложности три раза до и после разделения материала демпфирующий стол разделяется дважды, а давление намотки - один раз, чтобы обеспечить аккуратность намотки.
9.Мотальный станок: Он также является хозяином машины для продольной резки. Благодаря онлайн-кодированию и измерению скорости он поддерживает синхронизацию со скоростью продольной резки и автоматически регулирует скорость в зависимости от внешнего диаметра намотки. Грузоподъемность намотки велика, а намотка стабильна.
10.Режущую тележку можно использовать с рулевым рычагом.



Композиция
| 1. Седло для хранения рулонов | 2.Тележка для загрузки рулонов |
| 3. разматыватель с двойной оправкой | 4. Прижимной ролик для головки рулона |
| 5. Рихтовальный валик с головкой рулона и лопатообразный нож | 6.Прижимной механизм, устройство для выравнивания рулонов и ножницы |
| 7. Шлицевая петля1 или приводной роликовый стол | 8. Прижимной ролик и боковая направляющая |
| 9.Режущий инструмент (имеются инструменты для продольной резки) | 10. Устройство для намотки обрезков и пресс для обрезки полос |
| 11.шлицевая петля2 | 12. Предварительный сепаратор, натяжитель пластинчатого типа, ролик для фиксации отклонителя |
| 13.Пресс-сепаратор и разматыватель с рычагом-манипулятором | 14. Тележка для разгрузки рулонов |
| 15. Разгрузочный турникет (опционально) | 16. Гидравлическая система |
| 17. Пневматическая система | 18. Электрическая система управления |
параметр
| Линия продольной резки 1 - 8x2000 100 м/м | Параметры |
| Поступающие стальные рулоны | Диаметр 508 мм, 610 мм, 760 мм |
| Готовые дополнительные рулоны | Наружный диаметр 2000 мм, вес рулона 30 т |
| Ширина основного рулона | Внутренний диаметр 610 мм, наружный диаметр 2000 мм, максимальный вес рулона 30 т |
| Ширина дополнительного рулона | 800-2000 мм |
| Количество режущих элементов | 80 мм -600 мм |
| Главные двигатели | прорези 1 мм x 25; 4 мм x 15; 8x8 пазов |
| Режущий нож | Станок для резки 200 кВт + разматыватель 250 кВт |
| Оправка для перемотки | ID280 x OD420 x 20 мм Оправка SKD11 HRC58-61 |
| Необязательный | диаметром φ610 мм |
| Скорость продольной резки | Быстрая замена режущих инструментов, разгрузочный турникет |
| Конфигурация | Регулировка 0-100-120 оборотов в минуту |
| Точность продольной резки | Siemens PLC, привод Parker, клапаны Victory |
связаться с нами
Сопутствующие популярные продукты

Машина для выравнивания общей углеродистой стали
Машина для выравнивания общей углеродистой стали.

Станок для продольной резки труб (0,6-4)
Высокочастотная прямошовная сварка труб имеет широкий спектр применений и применяется в металлоконструкциях, транспортировке жидкостей, производстве оборудования и других областях.

Станок для обрезки и правки алюминиевых пластин
Станок для обрезки и правки алюминиевых пластин.
Линия продольной резки с двойным держателем инструмента (3×1600)
Эффективность работы продольного станка, с одной стороны, зависит от скорости продольной резки, а с другой стороны, тесно связана со вспомогательными работами, такими как загрузка и разгрузка, нарезка ножом и нарезание резьбы на ленте.Среди них расстановка ножей в соответствии со спецификациями, которые должны быть вставлены в прорези, является более профессиональной и трудоемкой работой.

Высокоскоростной горизонтальный срез горячекатаного листа из нержавеющей стали (6×2000)
Горячекатаный лист из нержавеющей стали имеет относительно большую толщину, а горячекатаный лист из нержавеющей стали средней толщины составляет относительно большую долю.

Холоднокатаный лист, оцинкованный лист, ограничитель для высокоскоростных срезов (2×1250)
Горячекатаный стальной лист подвергается травлению и холодной прокатке из холоднокатаного листа. Толщина холоднокатаного листа (CRC, CRS) обычно составляет менее 3 мм и относится к тонким листам.
Высокоскоростная мобильная резка пластин средней и толстой толщины
1.выравниватель непрерывно выпрямляет металлический лист без использования сцепления. 2.производительность выше, так как резка в движении не занимает много времени. 3.для резки толстого листового металла не требуется такая короткая длина, что позволяет выполнять резку подвижными ножницами.
Ленточный стан холодной прокатки из нержавеющей стали
1.Двигатели гораздо большей мощности обеспечивают большее усилие прокатки 2.Демонтируемая твердосплавная оправка для удобного промежуточного отжига 3.Автоматическая гидравлическая система управления AGC 4.Обычно реверсивный стан холодной прокатки

Высокоскоростная режущая проволока из нержавеющей стали с обрезкой (3×1600)
Пластины из нержавеющей стали обладают гладкой поверхностью, высокой пластичностью, ударной вязкостью, механической прочностью, коррозионной стойкостью и все более широким спектром применения. Пластины из нержавеющей стали в основном делятся на серии 200, 300 и 400.

Линия для продольной резки толстолистового проката из обычной углеродистой стали (3-16)
Для продольной резки рулонов толщиной более 10 мм используется сверхмощный станок. Форма конструкции, размер вала ролика и размер подшипника каждой детали являются гигантскими. Это проект, который крупные предприятия по обработке стальных листов будут тщательно планировать.Большая часть обрабатываемых стальных рулонов – это горячекатаные стальные рулоны, а их материалами могут быть рулоны из различных марок стали, такие как обычная углеродистая сталь и нержавеющая сталь.
Металлический лист Линия продольной резки Сверхточная марка
Линия продольной резки листов металлической фольги требует сверхточной продольной резк...

Плоский горизонтальный срез пластин средней и толстой толщины
Линия поперечных ножниц для выравнивания листового металла средней толщины производит листовой металл средней толщины посредством процесса разматывания, выравнивания и сдвига по фиксированной длине.

Высокоскоростная линия для продольной резки пластин средней толщины (двойной держатель инс)
Две продольно-резательные машины могут приводиться в движение одним приводным двигателем и трансмиссией, или каждая продольно-резательная машина имеет один двигатель и трансмиссию, режущая головка которой выезжает и возвращается обратно по рельсам, без необходимости использования одной сменной платформы.
Высокоскоростной и высокоточный станок для продольной резки(200mpm)
Специализированная высокоскоростная линия прецизионной резки листового металла по индивидуальному заказу.Мы являемся компанией по производству линий для резки листового металла.Наша компания, основанная в 2000 году, на сегодняшний день производит сотни линий для обработки листового металла примерно в 60 странах по всему миру.

Машина для резки листов из нержавеющей стали
С ростом использования рулонов нержавеющей стали в промышленном производстве и повседневной жизни спрос на станки для резки рулонов нержавеющей стали растет день ото дня, большинство из которых – это станки для резки листов нержавеющей стали.
Реверсивный прокатный стан AGC
Гидравлический стан холодной прокатки AGC становится все более популярным в индустрии прокатки металлических полос благодаря своей высокой точности, скорости и высокой степени автоматизации.