
+86-18951513765

Продукция



-

Линия для резки тонкого листа: высочайшее качество и производительность
-

Неориентированный прецизионный станок для продольной резки, ориентированный на кремниевую сталь
-

Станок для резки листового проката средней и толстой толщины (для 12 сварных труб)
-

Высокоскоростная линия для резки холоднокатаного оцинкованного листа
-

Плоский горизонтальный срез пластин средней и толстой толщины
-

Передвижных летающих кусачка для проволоки
-

Стан холодной прокатки алюминиевых листов
-

Линия для резки тонкого листа
-

Станок для продольной резки и обмотки листов средней толщины
-

Стан холодной прокатки медной полосы
-
Высокоскоростная мобильная резка пластин средней и толстой толщины
-

Линия поперечной резки горячекатаного листа с простым кодом материал 10,12
-
Металлический лист Линия продольной резки Сверхточная марка
-

Станок для обрезки и правки алюминиевых пластин
-

Линия вырубки Kaiping
-

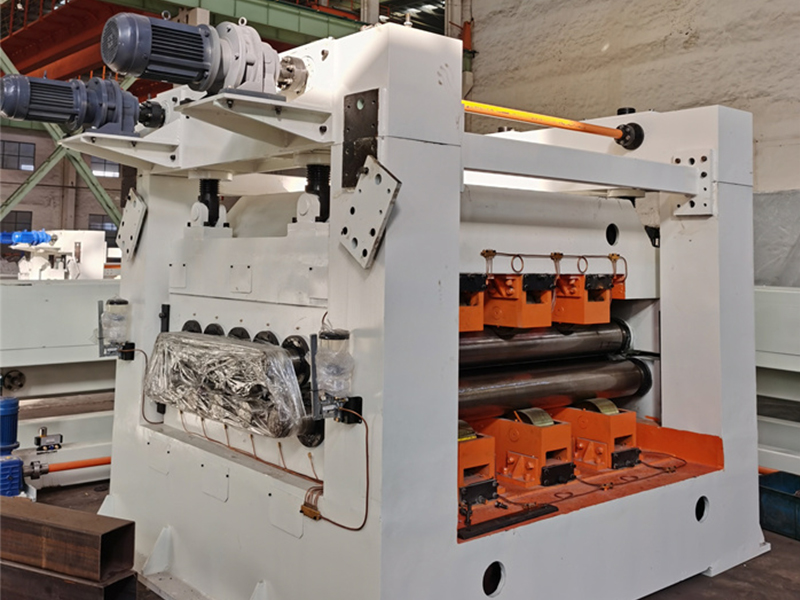
Высокоскоростной слайсер для рулонов нержавеющей стали (3×1600)







Машина для резки листов из нержавеющей стали
С ростом использования рулонов нержавеющей стали в промышленном производстве и повседневной жизни спрос на станки для резки рулонов нержавеющей стали растет день ото дня, большинство из которых – это станки для резки листов нержавеющей стали.
Описание
маркер
Использование продукта
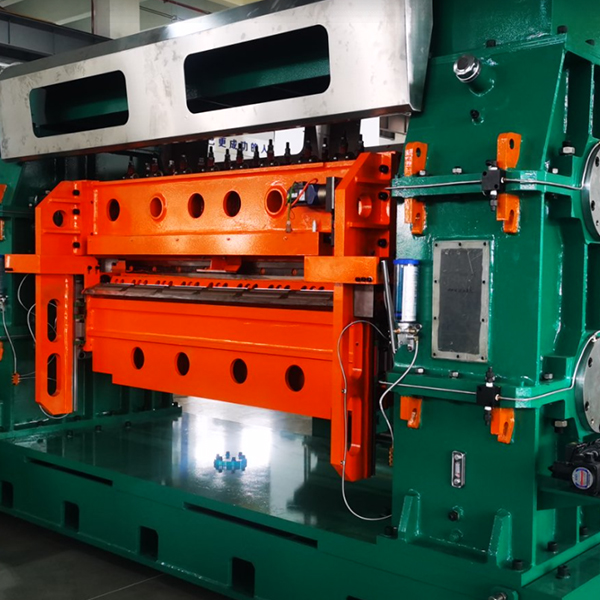
С ростом использования рулонов нержавеющей стали в промышленном производстве и повседневной жизни спрос на станки для резки рулонов нержавеющей стали растет день ото дня, большинство из которых - это станки для резки листов нержавеющей стали.Станок для резки листов из нержавеющей стали - это высокоточное оборудование, скорость резки обычно превышает 150 м/ мин, требования к точности резки высокие, а плоскостность, заусенцы и аккуратность намотки выше, чем у обычных рулонов из углеродистой стали.Мы поставили 3 станка для резки нержавеющей стали x 1600 и 2 станка для резки нержавеющей стали x 850 на рынок обработки листовой нержавеющей стали в Уси. Каждый станок настраивается в соответствии с требованиями заказчика. Машина для выгрузки и намотки представляет собой бесшовные рулоны, а роликовый клей для выпечки защищает поверхность листа из нержавеющей стали. Машина для приема бумаги, машина для ламинирования бумаги и другие конфигурации, автоматическое надевание ремня, операции ускорения и замедления, онлайн-мониторинг производства с помощью камеры и т.д. обеспечивают бесперебойную работу производственной линии на высокой скорости 150-200 м/мин.
Описание
1. Разгрузочный турникет: либо Т-образные рычаги, либо поперечные рычаги для приема щелевых катушек из рулонной тележки.
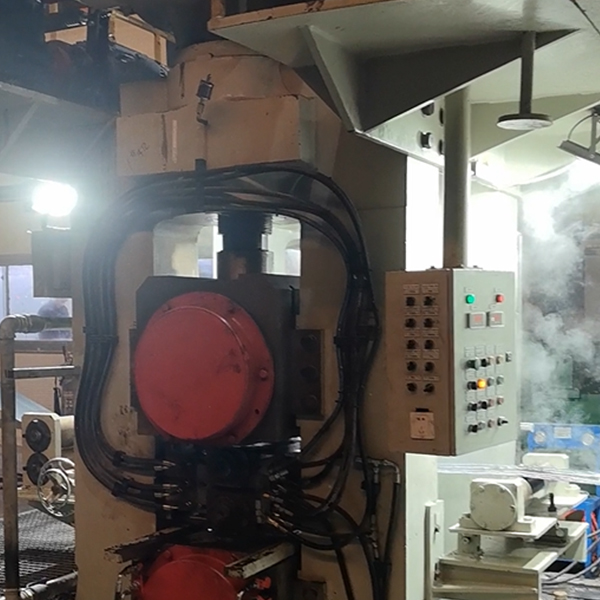
2. Гидравлическая система: для подачи гидравлического давления на гидравлические приводы, управляемые гидравлическими клапанами, используется поршневой насос переменной производительности со стабильным регулируемым давлением, клапаны и клапанные блоки близки к гидравлическим, что удобно для обслуживания.
3. Пневматическая система: подача сжатого воздуха к пневматическим тормозам разматывателя и перематывателя и пневматическим муфтам сцепления.
4. Электрическая система управления: ПЛК Siemens для управления линией продольной резки в автоматическом режиме, датчики мониторинга следят за работой линии продольной резки, все цепи надежно защищены. Электродвигатели могут быть переменного или постоянного тока, по выбору заказчика.
5. Для производства листов из нержавеющей стали требуется высокоточный мощный станок, все передаточные валы покрыты резиной для защиты поверхности листа от царапин, кроме того, по желанию заказчика перед продольной резкой производится ламинирование пленки.
6. Пресс-сепаратор рамного типа, гидравлический пресс вертикально опущен с направляющими стойками.
7. Опорный рычаг разматывателя поворачивается снаружи подобно двери, поддерживая конец вала разматывателя, что обеспечивает точную и прочную конструкцию.



Параметры
| Линия продольной резки SUS (0,3-3 ) x (600 -1600) 150 миль/мин | Параметры |
| Подача стальных рулонов | Диаметр 508 мм, 610 мм, наружный диаметр 1800 мм, вес рулона 25 тонн |
| Ширина рулона на входе | 500-1600 мм |
| Количество разрезов | 1 мм x 25 прорезей; 2 мм x 15 прорезей; 3 мм x 12 прорезей; |
| Готовые рулоны | Внутренний диаметр 508 мм, наружный диаметр 2000 мм, максимальный вес рулона 25 т |
| Ширина рулона на выходе | 50 мм -300 мм |
| Точность продольной резки | Ширина прорези ±0,10мм; Прогиб ±0,1мм/м; зазубрина 5% от толщины; зазубрина <0,5 мм; перепад кромок ±0,10 мм |
| Основные двигатели | Станок для резки 160 кВт + разматыватель 200 кВт |
| Режущий нож | ID250 x OD360 x 15, SKD11, HRC58-61 |
| Оправка для разматывателя | Бесшовная оправка диаметром 508 мм |
| Необязательный | Быстрая замена режущих кромок, разгрузочный турникет |
| Скорость продольной резки | Регулировка 0-150-180 оборотов в минуту |
| Конфигурация | ПЛК Siemens, привод Parker или Siemens, клапаны Victory |
Композиция
| 1. Седло для хранения рулонов | 2.Тележка для загрузки рулонов |
| 3. Разматыватель с двойной оправкой | 4. прижимной ролик для рулонной головки |
| 5.Рихтовальный валик с головкой рулона и лопатка для выгребания | 6.Устройство подачи рулонов, устройство предварительного выравнивания рулонов на 5, ножницы |
| 7. Петля для выгребной ямы 1 | 8. Прижимные ролики и боковая направляющая |
| 9.Устройство для намотки обрезков и пресс для обрезки полос | 10. петля для выгрузки рулонов2 |
| 11.Предварительный сепаратор, натяжитель пластинчатого типа | 12. Задний срез, отклоняющий ролик |
| 13.Разделитель и разматыватель рычагов | 14. Тележка для выгрузки рулонов |
| 15. Разгрузочный турникет | 16. Гидравлическая система |
| 17. Пневматическая система | 18. Электрическая система управления |
Конфигурация
| Деталь | Материал, обработка, марка |
| вал, ось, ролик | 42CrMo, HB250-275 |
| Режущая оправка | Ковка 42CrMo, HB 280-300, поверхность MF HRC50-55, покрытие твердым хромом, полировка поверхности |
| Рама, основания | Сварка стальных пластин Q235A, Q345 (16млн), обработка отжигом |
| Корпус редуктора | Сварка пластин Q345, термообработка, пескоструйная обработка, грунтовка |
| Шестерни: | Кованая сталь 40Cr, HB 240-255, закаленная поверхность зубьев, шлифовка зубьев |
| Сегменты оправки разматывателя-перематывателя | Литая сталь 55#, закалка, покрытие твердым хромом и полировка |
| Гидравлический | Поршневой регулируемый насос Yuken, клапаны Victory / Rexroth |
| ПЛК, HMI | Siemens S200 |
| Несущий | HRB, ZWZ, SKF |
| Пневматические детали | Airtac, SMC |
| Электрические детали | Schneider, Chint |
связаться с нами
Сопутствующие популярные продукты
Станок для обрезки и правки алюминиевых пластин
Станок для обрезки и правки алюминиевых пластин.

Высокоскоростные пневматические стопорные ножницы из общей углеродистой стали 3×1600
Обычная листовая сталь из углеродистой стали – это стальная пластина с наиболее широким диапазоном применения. Она делится на горячекатаную стальную пластину и холоднокатаную стальную пластину. Диапазон толщины рулона может достигать 30 мм. Обычно стальные пластины толщиной менее 6 мм относятся к тонким пластинам.

Высокоскоростной и высокоточный станок для продольной резки(200mpm)
Специализированная высокоскоростная линия прецизионной резки листового металла по индивидуальному заказу.Мы являемся компанией по производству линий для резки листового металла.Наша компания, основанная в 2000 году, на сегодняшний день производит сотни линий для обработки листового металла примерно в 60 странах по всему миру.

Линия для продольной резки толстолистового проката из обычной углеродистой стали (3-16)
Для продольной резки рулонов толщиной более 10 мм используется сверхмощный станок. Форма конструкции, размер вала ролика и размер подшипника каждой детали являются гигантскими. Это проект, который крупные предприятия по обработке стальных листов будут тщательно планировать.Большая часть обрабатываемых стальных рулонов – это горячекатаные стальные рулоны, а их материалами могут быть рулоны из различных марок стали, такие как обычная углеродистая сталь и нержавеющая сталь.
Неориентированный прецизионный станок для продольной резки, ориентированный на кремниевую сталь
Прецизионный станок для продольной резки кремниевой стали специально разработан для выгрузки, продольной резки, раскроя и намотки рулонов из кремниевой стали. Толщина листа электротехнической стали составляет 0,1-1,0 мм, ширина – 200-1250 мм, количество полос для продольной резки относительно велико, до 40-50.

Линия продольной резки рулонной стали из высокоуглеродистой стали
Рулоны из высокоуглеродистой стали представляют собой высокопрочную сталь, очень твердую и высокую эластичность, используемую для изготовления инструментов, ножей, пружин и т. д.Марка высокоуглеродистой стали: ASTM50, ASTM 75, диапазон прочности на растяжение ASTM95 около 750-1000 МПа.

Машина для выравнивания общей углеродистой стали
Машина для выравнивания общей углеродистой стали.

Ленточный стан холодной прокатки из нержавеющей стали
1.Двигатели гораздо большей мощности обеспечивают большее усилие прокатки 2.Демонтируемая твердосплавная оправка для удобного промежуточного отжига 3.Автоматическая гидравлическая система управления AGC 4.Обычно реверсивный стан холодной прокатки
Линия для резки тонкого листа
Линия продольной резки тонкого рулонного металла непрерывно разматывает и разрезает тонкий металлический рулон на несколько (от нескольких до десятков) узких полос, а затем перематывает узкие полосы на оправку, что обычно требует высокой скорости и высокой точности.
Высокоскоростная мобильная резка пластин средней и толстой толщины
1.выравниватель непрерывно выпрямляет металлический лист без использования сцепления. 2.производительность выше, так как резка в движении не занимает много времени. 3.для резки толстого листового металла не требуется такая короткая длина, что позволяет выполнять резку подвижными ножницами.

Машина для выравнивания и рихтовки обычной углеродистой стали
Машина для выравнивания и рихтовки обычной углеродистой стали.

Высокоскоростная горизонтальная резка тонких пластин
Горизонтальная линия для резки тонколистового металла используется для разматывания, выравнивания и резки рулонов металла фиксированной длины различной толщины.Листовой металл представляет собой обычную стальную пластину, пластину из нержавеющей стали, пластину из средне- и высокоуглеродистой стали, алюминиевую пластину, медную пластину и т.д.
Станок для продольной резки и обмотки листов средней толщины
Стальные листы средней толщины широко используются в конструкционных профилях, опорах зданий, машиностроении, производстве труб, лазерной резке, судостроении и других областях.Задача станка для резки листового проката средней толщины заключается в изготовлении небольших стальных рулонов требуемой ширины с помощью процессов размотки, продольной резки и намотки.

Шестивалковый стан холодной прокатки
Станы холодной прокатки 6High имеют различные модели, большие или меньшие, для производства более широких или более узких, более твердых или более мягких металлических полос. Стан холодной прокатки 6High – это тип стана тонкой прокатки для производства высокоточных полос CR.

Прецизионная машина для продольной резки фольги из нержавеющей стали
Станок для прецизионной резки фольги из нержавеющей стали специально разработан для выгрузки, продольной резки и намотки рулонов фольги из нержавеющей стали. Толщина тонкого материала из нержавеющей стали составляет 0,08-0,5 мм, ширина – 100-650 мм, а количество полосок для резки относительно велико – до 20-30.

Горячекатаный толстый лист с открытой плоской линией 25х2000
Линия поперечной резки толстолистового горячекатаного проката производится в пакеты из горячекатаного листа путем размотки, выравнивания и резки по фиксированной длине. Длина каждого пакета стальных листов в основном составляет 6-12 метров, а вес – 5-6 тонн.Оборудование для обработки толстолистовой стали очень прочное и долговечное.