
+86-18951513765

Продукция



-

Ленточный стан холодной прокатки из нержавеющей стали
-

Машина для резки листов из нержавеющей стали
-

Высокоскоростная режущая проволока из нержавеющей стали с обрезкой (3×1600)
-

Неориентированный прецизионный станок для продольной резки, ориентированный на кремниевую сталь
-

Машина для выравнивания общей углеродистой стали
-

Высокоскоростной горизонтальный срез горячекатаного листа из нержавеющей стали (6×2000)
-

Высокоскоростной и высокоточный станок для продольной резки(200mpm)
-
Гиперболическая высокоскоростная линия сдвига
-

Высокоскоростная линия продольной резки тонких листов (модернизированная модель 2×1600)
-

Высокоскоростная горизонтальная резка тонких пластин
-

Машина для выравнивания и рихтовки нержавеющей стали
-

Линия поперечной резки с сервоприводом для тяжелых материалов
-

Высокоскоростная линия для резки холоднокатаного оцинкованного листа
-

Шестивалковый стан холодной прокатки
-

Прецизионная машина для продольной резки фольги из нержавеющей стали
-

Станок для обрезки и правки алюминиевых пластин
")
")
")
")
")
")
")
Линия продольной резки с двойным держателем инструмента (3×1600)
Эффективность работы продольного станка, с одной стороны, зависит от скорости продольной резки, а с другой стороны, тесно связана со вспомогательными работами, такими как загрузка и разгрузка, нарезка ножом и нарезание резьбы на ленте.Среди них расстановка ножей в соответствии со спецификациями, которые должны быть вставлены в прорези, является более профессиональной и трудоемкой работой.
Описание
маркер
Использование продукта
Эффективность работы продольного станка, с одной стороны, зависит от скорости продольной резки, а с другой стороны, тесно связана со вспомогательными работами, такими как загрузка и разгрузка, нарезка ножом и нарезание резьбы на ленте.Среди них расстановка ножей в соответствии со спецификациями, которые должны быть вставлены в прорези, является более профессиональной и трудоемкой работой. Обычно на расстановку ножей уходит 1-2 часа, а квалифицированные рабочие могут выполнить ее более чем за полчаса.Для повышения эффективности работы и снижения нагрузки, возникающей при работе в ряду инструментов, рекомендуется быстрая замена двойных резцедержателей.
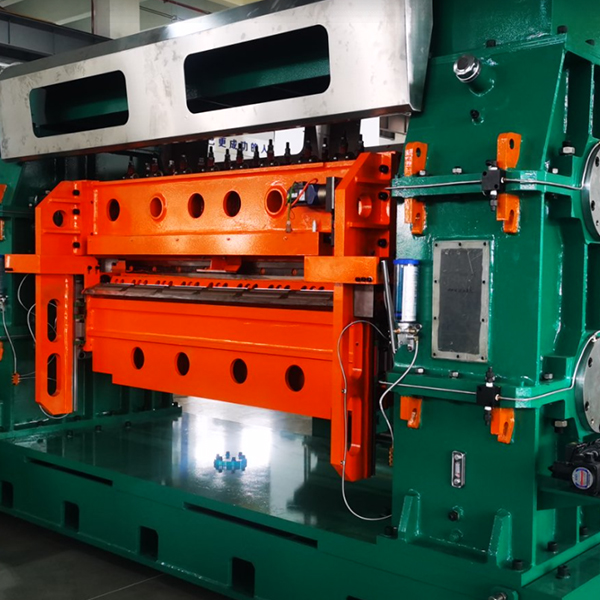
Быстрая замена двойных держателей инструментов: Один держатель вертикальных ножниц доступен для производства в режиме онлайн, а другой находится на платформе обмена. Технические специалисты могут спокойно подбирать ножи. При необходимости изготовления новых спецификаций два держателя инструментов можно быстро заменить на платформе обмена. процесс занимает около 10-15 минут.
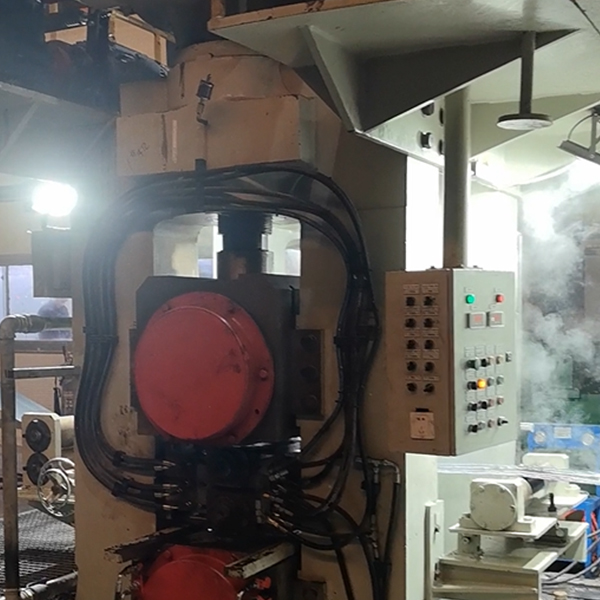
Производственный процесс продольной резки включает в себя размотку, зажим, коррекцию, продольную резку, скручивание отходов проволоки, закручивание в петли, демпфирование, намотку и резку.Скорость производства зависит от требований заказчика к производственным мощностям, а сменная зона двойного держателя инструмента занимает большую площадь, общая ширина которой составляет около 13 метров.Наша машина для продольной резки имеет прочную конструкцию, стабильную производительность, экономичное применение и высокую стоимость.
Особенности продукта
1.Разматыватель может использовать однорычажную или двухконусную разгрузку с расширением и сжатием.
2.Направляющее устройство вводит направляющую в зажимную и выравнивающую машину для облегчения подачи направляющей в продольную машину
3.Двойной инструментальный держатель: используется набор силовых механизмов, включая двигатель и редуктор. Каждый дисковый инструментальный держатель включает в себя двойной инструментальный вал, арочную раму, подъемный механизм, универсальную муфту и распределительный редуктор. Сменная платформа перемещается вертикально и выравнивается в соответствии с положением рабочего инструмента держатель для обеспечения взаимозаменяемости. Шов инструмента можно отрегулировать после завершения работы автономного ряда инструментов и фиксации гидравлической прижимной пластины сетевого держателя инструмента.
4.Для обеспечения высокоскоростной и плавной активной или пассивной резки в режиме онлайн предусмотрены две камеры хранения.
5.Вертикальная или горизонтальная машина для скручивания ненужной проволоки, синхронизированная со скоростью продольной резки, аккуратно наматывается на рулон.
6.Демпфирующий стол: войлочная пластина или роликовая конструкция, регулируемое давление, обеспечивающее стабильное натяжение намотки.
7.Механизм разделения материала: в общей сложности три раза до и после разделения материала демпфирующий стол разделяется дважды, а давление намотки - один раз, чтобы обеспечить аккуратность намотки.
8.Мотальный станок: Он также является хозяином машины для продольной резки. Благодаря онлайн-кодированию и измерению скорости он поддерживает синхронизацию со скоростью продольной резки и автоматически регулирует скорость в зависимости от внешнего диаметра намотки. Грузоподъемность намотки велика, а намотка стабильна.
9.Режущая тележка может устанавливаться на полу или в яме, а рулевой рычаг может использоваться в сочетании с ней.



Композиция
| 1. Седло для хранения рулонов | 2.Тележка для загрузки рулонов |
| 3. разматыватель с двойной оправкой | 4. Прижимной ролик для головки рулона |
| 5. Рихтовальный валик с головкой рулона и лопатообразный нож | 6.Прижимной механизм, устройство для предварительного выравнивания 5 рулонов и ножницы |
| 7. Пит-петля1 или передаточный роликовый стол | 8. Прижимной ролик и боковая направляющая |
| 9.Быстрая замена двухголовочных режущих приспособлений | 10. Устройство для намотки обрезков и пресс для обрезки полос |
| 11.пит-петля2 | 12. Предварительный сепаратор, натяжное устройство пластинчатого типа, ролик для кодирования отклонителя |
| 13.Разделительный кронштейн и разматыватель | 14. Тележка для разгрузки рулонов |
| 15. Разгрузочный турникет (опционально) | 16. Гидравлическая система |
| 17. Пневматическая система | 18. Электрическая система управления |
параметр
| Линия продольной резки 0,3 - 3 X 1600 при 120 оборотах в минуту | Параметры |
| Поступающие стальные рулоны | Диаметр 508 мм, 610 мм, наружный диаметр 2000 мм, вес рулона 30 т |
| Готовые дополнительные рулоны | Диаметр 508 мм, наружный диаметр 2000 мм, максимальный вес рулона 30 т |
| Ширина основного рулона | 600-1600 мм |
| Ширина дополнительного рулона | 50 мм -600 мм |
| Количество разрезов | 1 мм x 30 прорезей; 2 мм x 15 прорезей; 4x10 прорезей |
| Основные двигатели | Станок для резки 110 кВт + разматыватель 132 кВт |
| Режущий нож | ID220 x OD340 x 10/15 мм Оправка SKD11 HRC58-61 |
| Оправка для перемотки | диаметром φ508 мм |
| Скорость продольной резки | Регулируется на 0-100-120-150 оборотов в минуту |
| Конфигурация | ПЛК Siemens, привод Parker, клапаны Victory |
| Точность резки | Ширина прорези ±0,1 мм; Прогиб ±0,1 мм/м; зазубрина составляет 5% от толщины; зазубрина отката <0,5 мм |
| Двойные режущие пластины для быстрой замены | Двойные головки, одинаковые или две разные головки. |
| Одинаковые двойные головки | Две головки диаметром 220 мм |
| Две разные режущие головки | Φ220 мм для резки толщиной 0,2-1,5 мм |
Мы производим линии для продольной резки с двойными режущими головками 3x1600 мм, 4x1800 мм, 6x1600 мм, 6x2000 мм, 8x2000 мм для клиентов в Южной Африке, Индонезии, Индии, России и т.д. Приглашаем вас на консультацию.
связаться с нами
Сопутствующие популярные продукты

Высокоскоростная линия для продольной резки пластин средней толщины (двойной держатель инс)
Две продольно-резательные машины могут приводиться в движение одним приводным двигателем и трансмиссией, или каждая продольно-резательная машина имеет один двигатель и трансмиссию, режущая головка которой выезжает и возвращается обратно по рельсам, без необходимости использования одной сменной платформы.

Горизонтальные ножницы из толстой пластины из нержавеющей стали с обрезкой 16×2000
Горячекатаный листовой прокат из нержавеющей стали имеет относительно большую толщину и высокую прочность. Требования, предъявляемые к обработке резанием в моделях серий 200, 300 и 400, связаны с прочностью оборудования, автоматизацией, производственными мощностями и защитой листа.

Горизонтальные ножницы из толстой пластины из общей углеродистой стали 18×2000
Основными компонентами толстолистовой стали являются обычные листы из низкоуглеродистой стали, низколегированные стали Q235, Q345, S355 и т.д. Они изготавливаются из горячекатаного или оцинкованного листа. Станок для выравнивания и поперечной резки толстолистовой стали в основном включает в себя разматыватель, выравнивающую машину, горизонтальную режущую машину и механизм кодирования.

Горячекатаный толстый лист с открытой плоской линией 25х2000
Линия поперечной резки толстолистового горячекатаного проката производится в пакеты из горячекатаного листа путем размотки, выравнивания и резки по фиксированной длине. Длина каждого пакета стальных листов в основном составляет 6-12 метров, а вес – 5-6 тонн.Оборудование для обработки толстолистовой стали очень прочное и долговечное.

Линия для резки тонкого листа
Линия продольной резки тонкого рулонного металла непрерывно разматывает и разрезает тонкий металлический рулон на несколько (от нескольких до десятков) узких полос, а затем перематывает узкие полосы на оправку, что обычно требует высокой скорости и высокой точности.

Станок для продольной резки труб (0,6-4)
Высокочастотная прямошовная сварка труб имеет широкий спектр применений и применяется в металлоконструкциях, транспортировке жидкостей, производстве оборудования и других областях.

Автоматическая система кодирования для линии поперечной резки стальных листов Kaiping 12×2000
Линия поперечной резки толстых стальных листов Kaiping производит упаковки из стальных листов, каждая упаковка в основном имеет длину 6-12 метров и весит 5-6 тонн.При проектировании и изготовлении всей производственной линии необходимо в полной мере учитывать эффективность всего процесса в каждой функциональной части, такой как механизм выгрузки.

Высокоскоростной слайсер для рулонов нержавеющей стали (3×1600)
Высокоскоростная машина для продольной резки нержавеющей стали специально разработана для выгрузки, продольной резки и намотки рулонов из нержавеющей стали. Она подходит для рулонов из нержавеющей стали толщиной менее 3,0 мм.

Машина для выравнивания и рихтовки обычной углеродистой стали
Машина для выравнивания и рихтовки обычной углеродистой стали.

Высокоскоростные пневматические стопорные ножницы из общей углеродистой стали 3×1600
Обычная листовая сталь из углеродистой стали – это стальная пластина с наиболее широким диапазоном применения. Она делится на горячекатаную стальную пластину и холоднокатаную стальную пластину. Диапазон толщины рулона может достигать 30 мм. Обычно стальные пластины толщиной менее 6 мм относятся к тонким пластинам.
Прецизионная машина для продольной резки фольги из нержавеющей стали
Станок для прецизионной резки фольги из нержавеющей стали специально разработан для выгрузки, продольной резки и намотки рулонов фольги из нержавеющей стали. Толщина тонкого материала из нержавеющей стали составляет 0,08-0,5 мм, ширина – 100-650 мм, а количество полосок для резки относительно велико – до 20-30.

Линия для продольной резки толстолистового проката из обычной углеродистой стали (3-16)
Для продольной резки рулонов толщиной более 10 мм используется сверхмощный станок. Форма конструкции, размер вала ролика и размер подшипника каждой детали являются гигантскими. Это проект, который крупные предприятия по обработке стальных листов будут тщательно планировать.Большая часть обрабатываемых стальных рулонов – это горячекатаные стальные рулоны, а их материалами могут быть рулоны из различных марок стали, такие как обычная углеродистая сталь и нержавеющая сталь.

Линия продольной резки рулонной стали из высокоуглеродистой стали
Рулоны из высокоуглеродистой стали представляют собой высокопрочную сталь, очень твердую и высокую эластичность, используемую для изготовления инструментов, ножей, пружин и т. д.Марка высокоуглеродистой стали: ASTM50, ASTM 75, диапазон прочности на растяжение ASTM95 около 750-1000 МПа.
Высокоскоростная режущая проволока из нержавеющей стали с обрезкой (3×1600)
Пластины из нержавеющей стали обладают гладкой поверхностью, высокой пластичностью, ударной вязкостью, механической прочностью, коррозионной стойкостью и все более широким спектром применения. Пластины из нержавеющей стали в основном делятся на серии 200, 300 и 400.

Непрерывный прокатный стан
Завод по переработке рулонной углеродистой стали посмотрите на тандемный стан холодной прокатки, который непрерывно уменьшает толщину стального листа со скоростью сотен метров в минуту, тандемный стан холодной прокатки обеспечивает огромный объем производства рулонной холоднокатаной стали.

Линия вырубки Kaiping
Правильные станки широко используются не только для резки листового проката фиксированной длины, но и для ступенчатой штамповки, онлайн-лазерной резки, резки трапециевидных листов, прецизионной продольной резки и других целей.