
+86-18951513765

Продукция



-

Линия вырубки Kaiping
-

Продольный станок для холодной гибки (0,3-3)
-

Линия поперечной резки с сервоприводом для тяжелых материалов
-

Машина для выравнивания и рихтовки нержавеющей стали
-

Высокоскоростной горизонтальный срез горячекатаного листа из нержавеющей стали (6×2000)
-

Станок для обрезки и правки алюминиевых пластин
-

Непрерывный прокатный стан
-

Высокоскоростные пневматические стопорные ножницы из общей углеродистой стали 3×1600
-

Холоднокатаный лист, оцинкованный лист, ограничитель для высокоскоростных срезов (2×1250)
-

Высокоскоростной слайсер для рулонов нержавеющей стали (3×1600)
-

Высокоскоростная линия продольной резки тонких листов (модернизированная модель 2×1600)
-

Высокоскоростная линия для резки холоднокатаного оцинкованного листа
-

Высокоскоростные сервоприводные стопорные ножницы из нержавеющей стали 3×1600
-

Высокоскоростной и высокоточный станок для продольной резки(200mpm)
-
Высокоскоростная мобильная резка пластин средней и толстой толщины
-

Четырехвалковый стан холодной прокатки









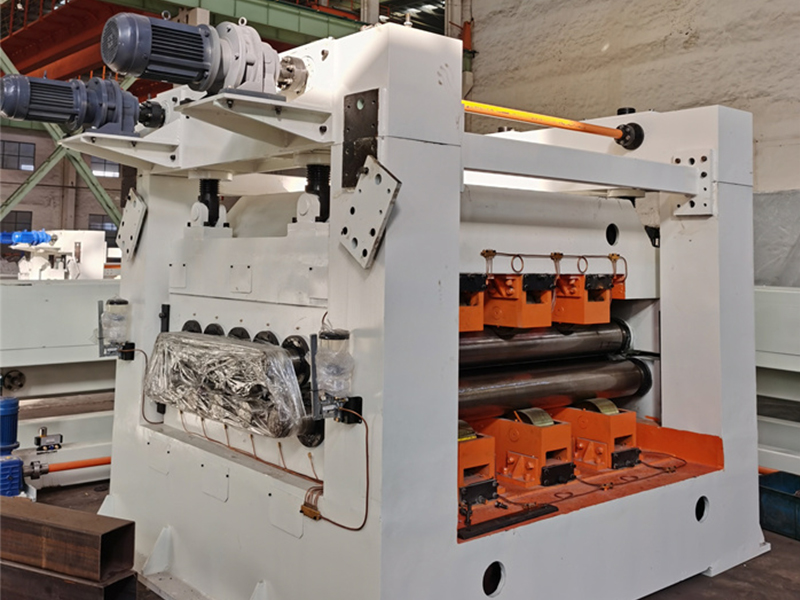
Линия для резки трапециевидных стальных листов по длине Линия резки по длине с угловыми ножницами Sway
Мы не только производим обычные линии резки по длине, но и линию вырубки трапециевидных листов
Линия вырубки листового металла — это процесс, в котором квадратные, круглые или прямоугольные заготовки механически или гидравлически вырезаются, прессуются или штампуются из металлического рулона, перед резкой, прессованием или штамповкой, сначала выравнивая лист до плоского состояния.
Описание
маркер
Введение:
Мы не только производим обычные линии резки по длине, но и линию вырубки трапециевидных листов
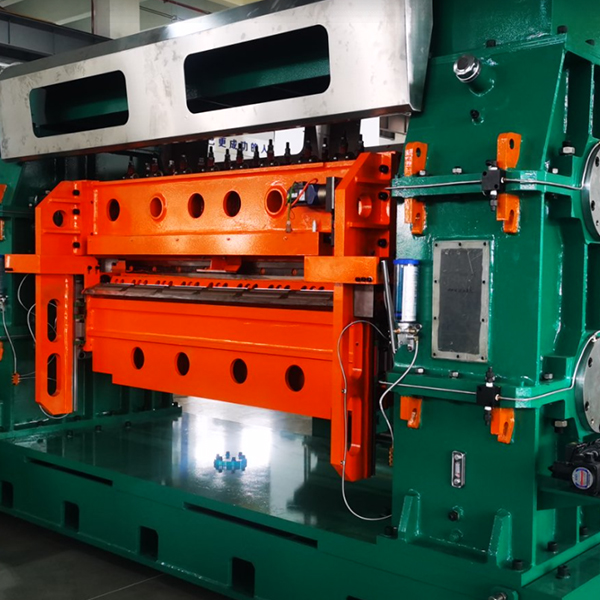
Линия вырубки листового металла — это процесс, в котором квадратные, круглые или прямоугольные заготовки механически или гидравлически вырезаются, прессуются или штампуются из металлического рулона, перед резкой, прессованием или штамповкой, сначала выравнивая лист до плоского состояния. Заготовка может быть плоским листом очень точной длины и с допуском от угла к углу, это линия резки по длине. Когда трапециевидный листовой металл изготавливается на линии вырубки, ножницы будут угловыми, основание угловых ножниц качается вперед и назад в определенной степени, чтобы обеспечить резку трапециевидных листов попарно, система укладки будет состоять из двойных укладчиков, один укладчик получает один трапециевидный лист, а другой укладчик получает другую трапециевидную часть парных листов. Вся линия должна быть очень точной.
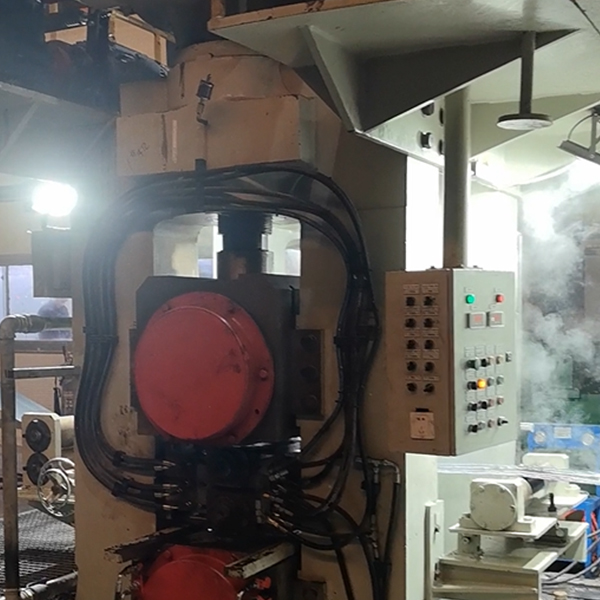
Процесс линии вырубки угловых ножниц:
Главный рулон помещается на разматыватель со склада с помощью тележки для загрузки рулонов. После снятия головки рулона головка рулона подается в выравниватель или выравниватель для снятия напряжений в материале и обеспечения того, что вырезаемая часть останется плоской на последующих этапах. Подающие ролики с сервоприводом подают листовой материал в качающийся нож по заданной длине. Ходы резки в минуту могут составлять до 60 ходов в минуту, в среднем работают со скоростью 40 ходов в минуту (ш/мин), поэтому на каждый лист уходит 1,5 секунды. Гипотетически, для листа мягкой стали 1 секунда из этого 1,5-секундного цикла требуется для подачи, а 0,5 секунды требуется для резки. Высокопрочной стали (AHSS) может потребоваться 1 секунда для резки, а время подачи увеличивается до 2 секунд, общий цикл составляет 3 секунды. Разматывание полосы никогда не останавливается и непрерывно удерживает материал в петле. Таким образом, нет «рывков» полосы при разматывании и, следовательно, без допуска длины и возможного повреждения материала.
Параметры:
| Состав линии угловых ножниц | Параметры | |
| 1 | Разматыватель и тележка для загрузки рулонов | 15T одношпиндельный разматыватель, 30KW обратное натяжение |
| 2 | Прижимной ролик головки рулона и очиститель | Ø200 x 400 мм Прижимной ролик на разматывателе, пластина очистителя на правильной машине |
| 3 | Двойные прижимные ролики и многовалковая правильная машина | Ø200 x 1600 мм прижимные ролики, Ø80 x 1600 мм рабочие ролики 4Hi или 6Hi правильной машины |
| 4 | Петлевая яма | 3 м Д x 2,0 м x 5 м глубина |
| 5 | Сервопитатель и угловые ножницы Ножницы | 22 кВт серводвигатель, 11 кВт режущий двигатель |
| 6 | Конвейерная лента | 2,2 кВт частотный регулятор |
| 7 | Укладчик портальной рамы и выходная тележка | 1,5 кВт x 3 |
| 8 | Гидравлическая станция | 11 кВт рабочее давление 10 МПа |
Состав и конфигурация:
| Состав | Конфигурация | |
| 1 | Разматыватель и тележка для загрузки рулонов | Одинарная оправка, с обратным натяжением |
| 2 | Прижимной ролик головки рулона и очиститель | Откройте головку рулона и подайте в предварительную правку |
| 3 | Двойные прижимные ролики и 4- или 6-позиционный выравниватель | Зажимная подача и снятие напряжения с металлического листа. |
| 4 | Петлевая яма перед резкой | Для синхронизации скорости линии |
| 5 | Сервоприводной питатель | Точная подача листа по длине с помощью сервопривода |
| 6 | Угловые ножницы Sway | Вращение основания ножниц, механические угловые ножницы |
| 7 | Конвейерная лента | Доставка листа в штабель |
| 8 | Автоматический укладчик | Автоматический прием листов и их падение на ножничный стол, наконец, рулонный стол отправляет сложенные листы обратно. |
связаться с нами
Сопутствующие популярные продукты
Высокоскоростной и высокоточный станок для продольной резки(200mpm)
Специализированная высокоскоростная линия прецизионной резки листового металла по индивидуальному заказу.Мы являемся компанией по производству линий для резки листового металла.Наша компания, основанная в 2000 году, на сегодняшний день производит сотни линий для обработки листового металла примерно в 60 странах по всему миру.

Реверсивный прокатный стан AGC
Гидравлический стан холодной прокатки AGC становится все более популярным в индустрии прокатки металлических полос благодаря своей высокой точности, скорости и высокой степени автоматизации.

Стан холодной прокатки алюминиевых листов
1.Литье алюминиевых заготовок из алюминиевых слитков. 2.Сначала изготовьте горячекатаные алюминиевые рулоны на реверсивном стане горячей прокатки 2Hi 3.стан холодной прокатки алюминиевого листа – это односторонний прокатный стан, включающий в себя разматыватель, стол для обработки на входе, стан 4hi, стол для обработки на выходе, перематыватель, систему подачи охлаждающей жидкости, систему пожаротушения и т.д.
Непрерывный прокатный стан
Завод по переработке рулонной углеродистой стали посмотрите на тандемный стан холодной прокатки, который непрерывно уменьшает толщину стального листа со скоростью сотен метров в минуту, тандемный стан холодной прокатки обеспечивает огромный объем производства рулонной холоднокатаной стали.

Проволока для летающих ножниц из листовой нержавеющей стали 2×1000
Линия ротационных ножниц для резки листовой нержавеющей стали CTL.Лист из нержавеющей стали обладает гораздо большей прочностью и лучшим внешним видом, чем лист из обычной углеродистой стали, и требует более точной и прочной резки по длине, что обеспечивает защиту поверхности листа.

Высокоскоростные горизонтальные ножницы из горячекатаной углеродистой стали общего назначения (6×1600)
Линия для разматывания, выравнивания и резки по фиксированной длине горячекатаных листов средней толщины из обычной углеродистой стали. Конфигурация высокоскоростной горизонтальной резки обычно подходит для листов средней толщины около 6 мм.
Высокоскоростные сервоприводные стопорные ножницы из нержавеющей стали 3×1600
Пластины из нержавеющей стали обладают гладкой поверхностью, высокой пластичностью, ударной вязкостью, механической прочностью, коррозионной стойкостью и все более широким спектром применения. Пластины из нержавеющей стали в основном делятся на серии 200, 300 и 400.

Горизонтальные ножницы из толстой пластины из общей углеродистой стали 18×2000
Основными компонентами толстолистовой стали являются обычные листы из низкоуглеродистой стали, низколегированные стали Q235, Q345, S355 и т.д. Они изготавливаются из горячекатаного или оцинкованного листа. Станок для выравнивания и поперечной резки толстолистовой стали в основном включает в себя разматыватель, выравнивающую машину, горизонтальную режущую машину и механизм кодирования.

Проволока для летающих ножниц из нержавеющей стали mirror304 3×1600
Линия продольной резки вращающимися летающими ножницами – это производственная линия для продольной резки металлических рулонов после размотки и выравнивания, состоящая из разматывателя (обрезчика кромок), выравнивателя, устройства подачи длины с ЧПУ, высокоскоростных вращающихся летающих ножниц, штабелера и т.д.

Прецизионная машина для продольной резки фольги из нержавеющей стали
Станок для прецизионной резки фольги из нержавеющей стали специально разработан для выгрузки, продольной резки и намотки рулонов фольги из нержавеющей стали. Толщина тонкого материала из нержавеющей стали составляет 0,08-0,5 мм, ширина – 100-650 мм, а количество полосок для резки относительно велико – до 20-30.

Реверсивный прокатный стан Erlian
Реверсивный стан холодной прокатки по сравнению с тандемным станом холодной прокатки имеет преимущества в виде меньших капиталовложений, меньшего пространства, переменной толщины и недостатки в виде меньшей степени уменьшения толщины, меньшего объема производства и более низкого процента производительности.
Высокоскоростные пневматические стопорные ножницы из общей углеродистой стали 3×1600
Обычная листовая сталь из углеродистой стали – это стальная пластина с наиболее широким диапазоном применения. Она делится на горячекатаную стальную пластину и холоднокатаную стальную пластину. Диапазон толщины рулона может достигать 30 мм. Обычно стальные пластины толщиной менее 6 мм относятся к тонким пластинам.

Высокоскоростная линия для продольной резки пластин средней толщины (двойной держатель инс)
Две продольно-резательные машины могут приводиться в движение одним приводным двигателем и трансмиссией, или каждая продольно-резательная машина имеет один двигатель и трансмиссию, режущая головка которой выезжает и возвращается обратно по рельсам, без необходимости использования одной сменной платформы.

Горизонтальные ножницы из толстой пластины из нержавеющей стали с обрезкой 16×2000
Горячекатаный листовой прокат из нержавеющей стали имеет относительно большую толщину и высокую прочность. Требования, предъявляемые к обработке резанием в моделях серий 200, 300 и 400, связаны с прочностью оборудования, автоматизацией, производственными мощностями и защитой листа.
Высокоскоростная линия для резки холоднокатаного оцинкованного листа
Оцинкованные стальные листы (GI-листы) обладают антикоррозийными свойствами и широко используются для изготовления кровельных настилов, колонн, труб и т.д.
Линия поперечной резки с сервоприводом для тяжелых материалов
Линия резки рулонов металла с сервоприводом Линия резки рулонов металла с сервоприводом имеет очевидные преимущества в процессе резки рулонов металла средней толщины на мерные длины, включая разматыватель, выравниватель(и), (кромкообрезчик), сервоприводные летучие ножницы, конвейерный стол и автоматический укладчик. Для толстого металлического листа необходимо двойное выравнивание, предварительное выравнивание и точное выравнивание для снятия внутреннего напряжения в металлическом листе, обрезка кромок важна для листов нержавеющей стали и алюминия, окончательная система укладки будет типа Bomb-Hacker, которая прочна, регулируема и эффективна.