
+86-18951513765

Продукция



-

Реверсивный прокатный стан Erlian
-

Высокоскоростной и высокоточный станок для продольной резки: новые стандарты качества и производительности
-

Высокоскоростная режущая проволока из нержавеющей стали с обрезкой (3×1600)
-

Машина для выравнивания и рихтовки обычной углеродистой стали
-

Высокоскоростной горизонтальный срез горячекатаного листа из нержавеющей стали (6×2000)
-

Станок для резки листового проката средней и толстой толщины (для 12 сварных труб)
-

Холоднокатаный лист, оцинкованный лист, ограничитель для высокоскоростных срезов (2×1250)
-
Гиперболическая высокоскоростная линия сдвига
-

Прецизионная машина для продольной резки фольги из нержавеющей стали
-

Высокоскоростной и высокоточный станок для продольной резки(200mpm)
-

Горизонтальные ножницы из толстой пластины из нержавеющей стали с обрезкой 16×2000
-

Неориентированный прецизионный станок для продольной резки, ориентированный на кремниевую сталь
-

Реверсивный прокатный стан AGC
-

Мощная машина для продольной резки горячекатаного стального листа (1-8)
-

Высокоскоростная линия для резки холоднокатаного оцинкованного листа
-

Стан холодной прокатки медной полосы
")
")
")
")
")
")
")
")
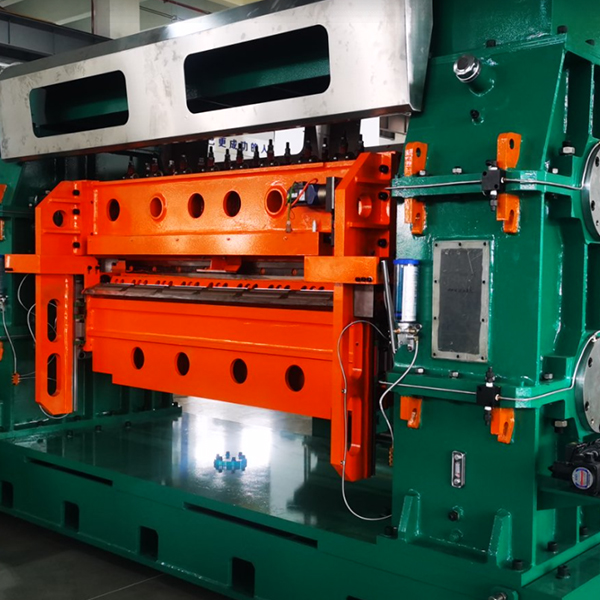
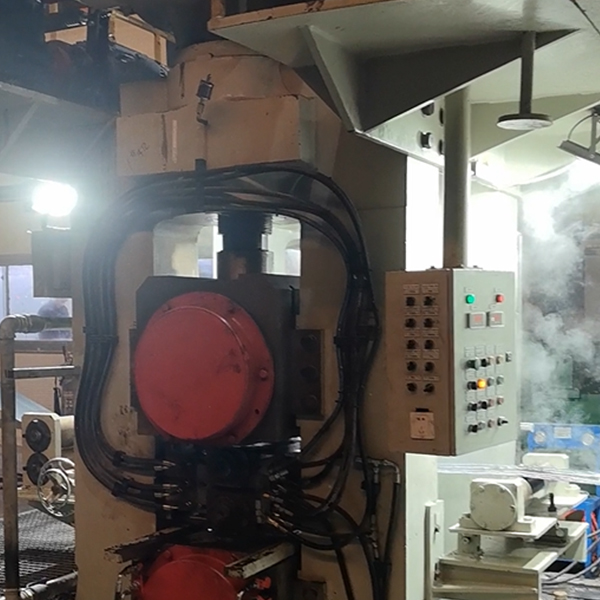
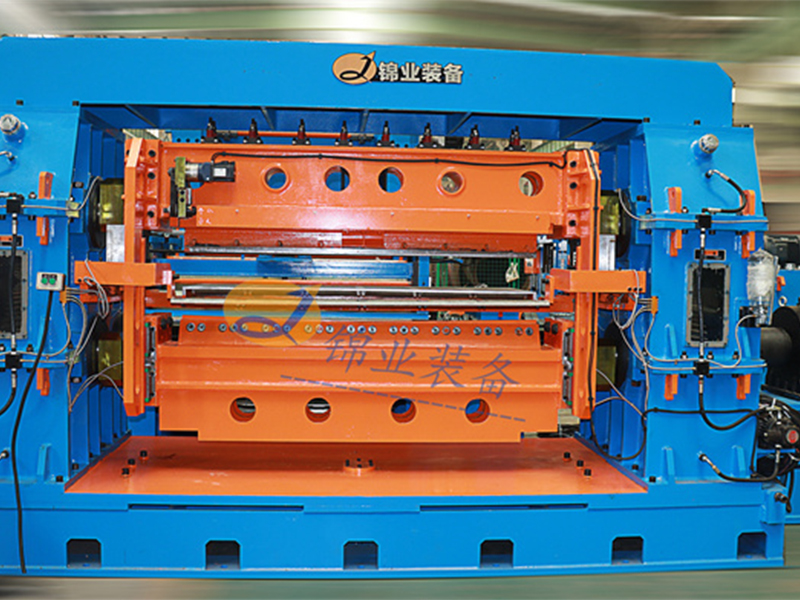
Линия для продольной резки толстолистового проката из обычной углеродистой стали (3-16)
Для продольной резки рулонов толщиной более 10 мм используется сверхмощный станок. Форма конструкции, размер вала ролика и размер подшипника каждой детали являются гигантскими. Это проект, который крупные предприятия по обработке стальных листов будут тщательно планировать.Большая часть обрабатываемых стальных рулонов – это горячекатаные стальные рулоны, а их материалами могут быть рулоны из различных марок стали, такие как обычная углеродистая сталь и нержавеющая сталь.
Описание
маркер
Использование продукта
Для продольной резки рулонов толщиной более 10 мм используется сверхмощный станок. Форма конструкции, размер вала ролика и размер подшипника каждой детали являются гигантскими. Это проект, который крупные предприятия по обработке стальных листов будут тщательно планировать.Большая часть обрабатываемых стальных рулонов - это горячекатаные стальные рулоны, а их материалами могут быть рулоны из различных марок стали, такие как обычная углеродистая сталь и нержавеющая сталь. Мы проектируем и производим станки для продольной резки толщиной более 10 мм. В зависимости от механических свойств, диапазона толщины, количества продольной резки, производственных требований, и т.д. из рулонов сырья, конструкция линии продольной резки надежна, процесс плавный, намотка аккуратная, безопасная, безотказная и экономичная.
Особенности продукта
1.Стальная катушка весит 30-40 тонн, оснащена двухрычажным разматывателем и гидравлически выровнена.Для стабилизации процесса разгрузки предусмотрено устройство защиты от натяжения.
2.Устройство для разматывания и заправки: Имеет портальную конструкцию, прижимной ролик подвешен на верхней части стойки и прижимается гидравлически, ролик с прямой головкой расположен на уступе, положение можно перемещать вперед и назад, а лопаточная пластина взаимодействует для подачи материала в зажимную машину.
3.Выравнивающий станок с зажимом для подачи: двухвалковый выравнивающий станок с зажимом для подачи и пятью валками для выравнивания, транспортировки и выравнивания направляющей.Угол выравнивающего давления регулируется электрически, а активная подача или пассивная выгрузка в автоматическом режиме являются дополнительными.Каркасная конструкция отличается прочностью и надежностью.
4.Дисковый режущий станок: Верхний вал инструмента имеет большой диапазон давлений, а дуга вала инструмента с рабочей стороны открывается гидравлически для смены инструмента.Быстрая замена двойных держателей инструментов является необязательной.
5.Горизонтальная машина для скручивания отработанной проволоки, разъемного типа, направляющий стержень для возвратно-поступательного выгрузки проволоки, синхронизированный со скоростью продольной резки, скручивается к противоположному конусообразному валу, гидравлически открывается, гидравлическая толкающая штанга для резки.
6.За станком для продольной резки имеется яма для хранения материала, в которую укладываются полосы разной длины для обеспечения плавной и аккуратной намотки.
7.Демпфирующий стол: гидравлическая роликовая конструкция, регулируемое давление и оснащен механической зубчатой передачей для обеспечения стабильного натяжения намотки.
8.Механизм разделения материала: Для обеспечения аккуратной намотки необходимо выполнить три операции до и после разделения материала.Конструкция разделения под давлением портального типа гарантирует, что толстый лист не отскакивает при прокатке.
9.Моталка: Благодаря онлайн-кодированию и измерению скорости она поддерживает синхронизацию со скоростью продольной резки и автоматически регулирует скорость в зависимости от внешнего диаметра моталки. Моталка обладает большой грузоподъемностью и стабильной работой.
10.Приспособления для резки имеют уникальный дизайн и максимально облегчены; различные производственные помещения максимально автоматизированы.


")
Композиция
| 1. Седло для хранения рулонов | 2.Тележка для загрузки рулонов |
| 3. разматыватель с двойной оправкой и обратным натяжением | 4. Прижимной ролик для рулонной головки |
| 5.Портальный вал для правки рулонной головки и лопатообразный нож | 6.Прижимной механизм, устройство для выравнивания рулонов и ножницы |
| 7.приводной рольганг | 8. Прижимной ролик и боковая направляющая |
| 9.Продольная машина (имеются инструменты для продольной резки) | 10. Устройство для намотки обрезков отдельных кромок |
| 11.петля для продольной резки | 12. Предварительный сепаратор, устройство для натяжения рулонов, ролик для фиксации отклонителя |
| 13.Портальный рамный пресс-сепаратор и разматыватель | 14. Тележка для разгрузки рулонов |
| 15. Разгрузочный турникет (опционально) | 16. Гидравлическая система |
| 17. Пневматическая система | 18. Электрическая система управления |
параметр
| Линия продольной резки 3 - 16x2000 при 50 оборотах в минуту | Параметры |
| Поступающие стальные рулоны | Диаметр 610 мм, 760 мм, 850 мм |
| Готовые дополнительные рулоны | Диаметр 2200 мм, вес рулона 35 т |
| Ширина основного рулона | Диаметр 760 мм, диаметр 2200 мм, максимальный вес рулона 35 т |
| Ширина дополнительного рулона | 800-2000 мм |
| Количество разрезов | 100 мм -600 мм |
| Главные двигатели | прорези 3 мм x 25; 8 мм x 10; 16 x 4 |
| Режущий нож | Режущий аппарат мощностью 300 кВт + разматыватель мощностью 350 кВт |
| Оправка для перемотки | ID400 x OD630 x 25 мм Оправка SKD11 HRC58-61 |
| Необязательный | диаметром φ760 мм |
| Скорость продольной резки | Быстрая замена режущих инструментов, разгрузочный турникет |
| Конфигурация | Регулировка 0-30-50 об/мин |
| Точность продольной резки | Siemens PLC, привод Parker, клапаны Victory |
связаться с нами
Сопутствующие популярные продукты

Высокоскоростные пневматические стопорные ножницы из общей углеродистой стали 3×1600
Обычная листовая сталь из углеродистой стали – это стальная пластина с наиболее широким диапазоном применения. Она делится на горячекатаную стальную пластину и холоднокатаную стальную пластину. Диапазон толщины рулона может достигать 30 мм. Обычно стальные пластины толщиной менее 6 мм относятся к тонким пластинам.

Высокоскоростная горизонтальная резка тонких пластин
Горизонтальная линия для резки тонколистового металла используется для разматывания, выравнивания и резки рулонов металла фиксированной длины различной толщины.Листовой металл представляет собой обычную стальную пластину, пластину из нержавеющей стали, пластину из средне- и высокоуглеродистой стали, алюминиевую пластину, медную пластину и т.д.

Высокоскоростные горизонтальные ножницы из горячекатаной углеродистой стали общего назначения (6×1600)
Линия для разматывания, выравнивания и резки по фиксированной длине горячекатаных листов средней толщины из обычной углеродистой стали. Конфигурация высокоскоростной горизонтальной резки обычно подходит для листов средней толщины около 6 мм.
Высокоскоростной и высокоточный станок для продольной резки(200mpm)
Специализированная высокоскоростная линия прецизионной резки листового металла по индивидуальному заказу.Мы являемся компанией по производству линий для резки листового металла.Наша компания, основанная в 2000 году, на сегодняшний день производит сотни линий для обработки листового металла примерно в 60 странах по всему миру.

Станок для продольной резки труб (0,6-4)
Высокочастотная прямошовная сварка труб имеет широкий спектр применений и применяется в металлоконструкциях, транспортировке жидкостей, производстве оборудования и других областях.

Передвижных летающих кусачка для проволоки
Когда необходимо разрезать листы из нержавеющей стали, алюминиевые листы, листы с покрытием, холоднокатаные листы и другие материалы из листового металла на фиксированную длину без остановки, в дополнение к гиперболическим летающим ножницам существуют также передвижные ножницы.

Машина для резки листов из нержавеющей стали
С ростом использования рулонов нержавеющей стали в промышленном производстве и повседневной жизни спрос на станки для резки рулонов нержавеющей стали растет день ото дня, большинство из которых – это станки для резки листов нержавеющей стали.

Плоский горизонтальный срез пластин средней и толстой толщины
Линия поперечных ножниц для выравнивания листового металла средней толщины производит листовой металл средней толщины посредством процесса разматывания, выравнивания и сдвига по фиксированной длине.

Продольный станок для холодной гибки (0,3-3)
Для производства таких профилей, как С-образная сталь, Z-образная сталь, колонны, панели ограждений, кабельные лотки, полки и т.д., требуется установка для продольной резки относительно широких рулонов стали на небольшие рулоны стали соответствующей ширины в продольном направлении.Продольные станки широко используются при распространении станков для холодной гибки заготовок.

Автоматическая система кодирования для линии поперечной резки стальных листов Kaiping 12×2000
Линия поперечной резки толстых стальных листов Kaiping производит упаковки из стальных листов, каждая упаковка в основном имеет длину 6-12 метров и весит 5-6 тонн.При проектировании и изготовлении всей производственной линии необходимо в полной мере учитывать эффективность всего процесса в каждой функциональной части, такой как механизм выгрузки.

Проволока для летающих ножниц из листовой нержавеющей стали 2×1000
Линия ротационных ножниц для резки листовой нержавеющей стали CTL.Лист из нержавеющей стали обладает гораздо большей прочностью и лучшим внешним видом, чем лист из обычной углеродистой стали, и требует более точной и прочной резки по длине, что обеспечивает защиту поверхности листа.

Машина для выравнивания и рихтовки нержавеющей стали
Машина для выравнивания и рихтовки нержавеющей стали.

Высокоскоростная линия продольной резки тонких листов (модернизированная модель 2×1600)
Высокоскоростная линия продольной резки тонких листов подходит для холоднокатаных стальных листов, оцинкованных стальных листов и листов с покрытием. Скорость продольной резки составляет 120-150 м/мин.
Высокоскоростная линия для резки холоднокатаного оцинкованного листа
Оцинкованные стальные листы (GI-листы) обладают антикоррозийными свойствами и широко используются для изготовления кровельных настилов, колонн, труб и т.д.

Линия для резки тонкого листа
Линия продольной резки тонкого рулонного металла непрерывно разматывает и разрезает тонкий металлический рулон на несколько (от нескольких до десятков) узких полос, а затем перематывает узкие полосы на оправку, что обычно требует высокой скорости и высокой точности.
Прецизионная машина для продольной резки фольги из нержавеющей стали
Станок для прецизионной резки фольги из нержавеющей стали специально разработан для выгрузки, продольной резки и намотки рулонов фольги из нержавеющей стали. Толщина тонкого материала из нержавеющей стали составляет 0,08-0,5 мм, ширина – 100-650 мм, а количество полосок для резки относительно велико – до 20-30.