
+86-18951513765

Продукция



-

Непрерывный прокатный стан
-

Машина для резки листов из нержавеющей стали
-

Передвижных летающих кусачка для проволоки
-

Высокоскоростной горизонтальный срез горячекатаного листа из нержавеющей стали (6×2000)
-

Автоматическая система кодирования для линии поперечной резки стальных листов Kaiping 12×2000
-

Высокоскоростной и высокоточный станок для продольной резки: новые стандарты качества и производительности
-

Проволока для летающих ножниц из нержавеющей стали mirror304 3×1600
-

Высокоскоростная линия для продольной резки пластин средней толщины (двойной держатель инс)
-

Прецизионная машина для продольной резки фольги из нержавеющей стали
-
Двадцативалковый чистовой стан
-

Холоднокатаный лист, оцинкованный лист, ограничитель для высокоскоростных срезов (2×1250)
-

Высокоскоростные сервоприводные стопорные ножницы из нержавеющей стали 3×1600
-

Линия продольной резки с двойным держателем инструмента (3×1600)
-

Станок для продольной резки труб (0,6-4)
-
Высокоскоростная мобильная резка пластин средней и толстой толщины
-

Высокоскоростной слайсер для рулонов нержавеющей стали (3×1600)










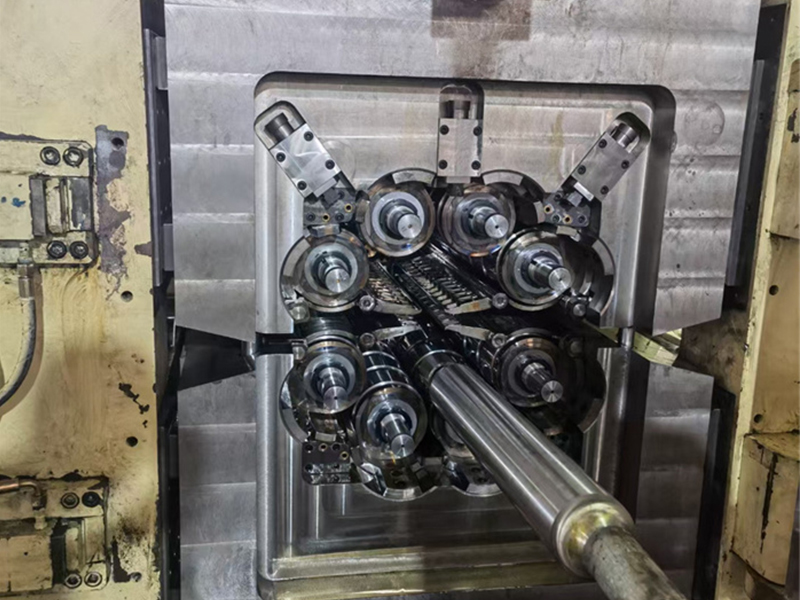
Ленточный стан холодной прокатки из нержавеющей стали
1.Двигатели гораздо большей мощности обеспечивают большее усилие прокатки
2.Демонтируемая твердосплавная оправка для удобного промежуточного отжига
3.Автоматическая гидравлическая система управления AGC
4.Обычно реверсивный стан холодной прокатки
Описание
маркер
Использование продукта
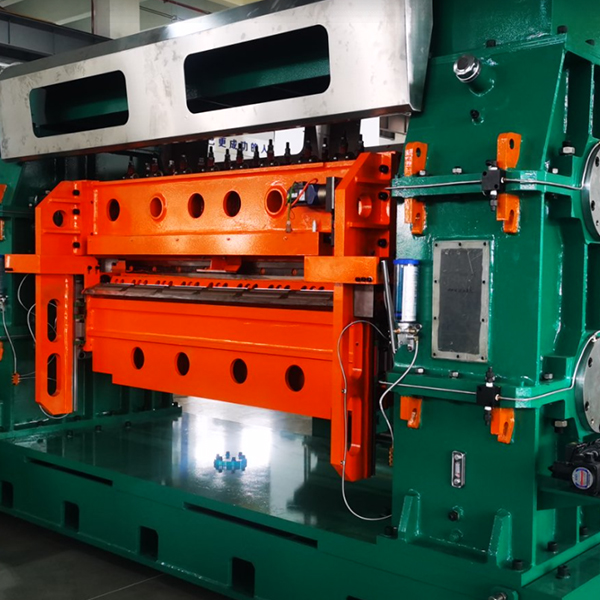
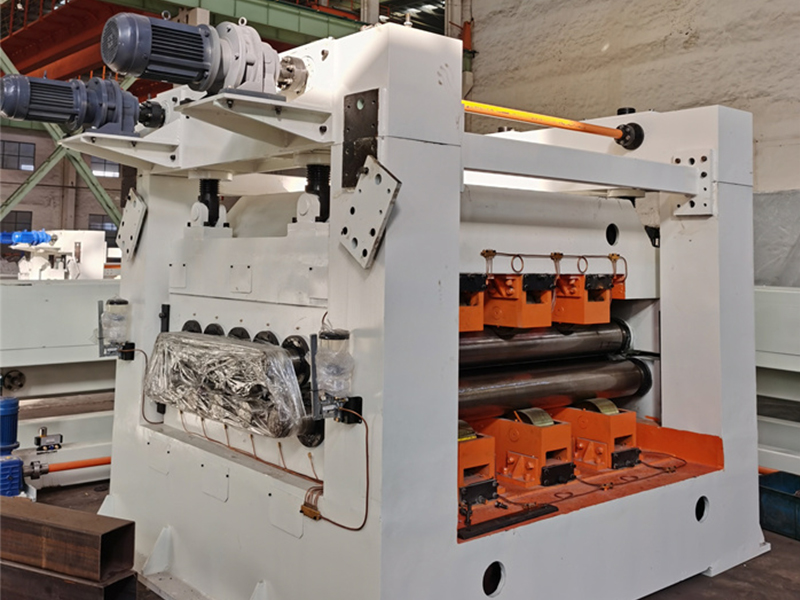
Более прочные клети прокатного стана, ролики большего размера
1.Двигатели гораздо большей мощности обеспечивают большее усилие прокатки,
2.Демонтируемая твердосплавная оправка для удобного промежуточного отжига
3.Автоматическая гидравлическая система управления AGC
4.Обычно реверсивный стан холодной прокатки
чаще всего используют реверсивный стан холодной прокатки полос SS по следующим причинам: степень обжатия полосы из нержавеющей стали может быть не такой высокой, как у обычной углеродистой стали, тандемные станы холодной прокатки нержавеющей стали будут очень дорогостоящими.
Промежуточный отжиг полосы SS - это обработка раствором в печи непрерывного отжига со скоростью около 40 м/мин. После холодной прокатки и отжига в процессе также учитывается выравнивание натяжения.
Мы поставляем различные модели станов холодной прокатки нержавеющей стали высокого уровня конфигурации на заводы по производству рулонной нержавеющей стали, таким образом, накапливаем богатый опыт в технологии прокатки нержавеющей стали, можем обеспечить высокую эффективность стабильного процесса прокатки, клиенты получат прибыль от инвестиций в стан холодной прокатки, производимый нашей компанией.
Рабочий процесс
15-тонный разматыватель, прижимной питатель и 5-роликовый выпрямитель, 1-й разматыватель, 4-х гидравлический реверсивный стан AGC, 2-й разматыватель.
Энергосберегающий высокопроизводительный реверсивный стан холодной прокатки является конкурентоспособным на сталелитейных заводах по следующим причинам:
1.Понижающие передаточные числа двухступенчатой передачи: больший крутящий момент и натяжение при низкоскоростной прокатке толстого листа, меньший крутящий момент и натяжение при высокоскоростной прокатке тонкого листа, таким образом, приводные двигатели могут быть значительно меньше, а энергопотребление значительно снижается.
2.Использование редукторов увеличивает затраты на мельницу, но экономия электроэнергии и значительно меньший размер трансформатора в значительной степени компенсируют затраты и преимущества в течение длительного времени.
3.Работа мельницы более стабильна и долговечна, поскольку нагрузка на мельницу всегда находится в наиболее подходящей точке.
4.При использовании двигателей переменного тока экономия электроэнергии может быть на 10% меньше, чем при использовании двигателей постоянного тока.
5.Наша высокопроизводительная холодильная установка с низким энергопотреблением была протестирована на заводах клиентов и пользуется большим успехом и популярностью.



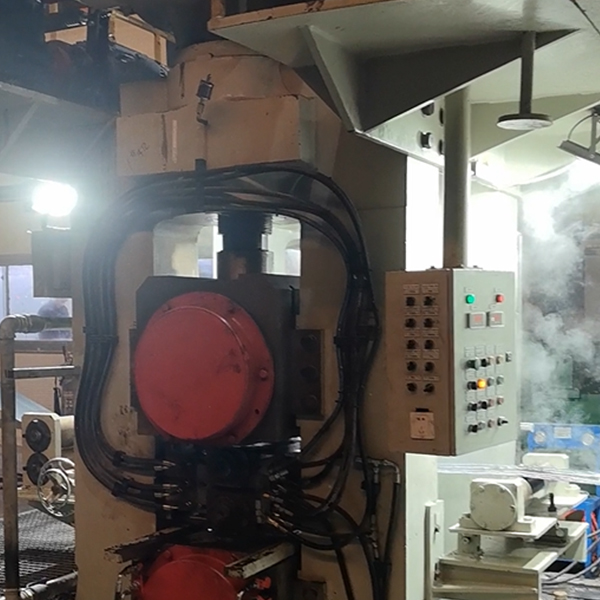
Линия печи непрерывного отжига ленты из нержавеющей стали в растворе.
1.Разматыватель с двигателем мощностью 22 кВт для нарезания резьбы при обычном производстве осуществляет пассивную размотку с тормозом
2.Температура нагрева около 1070 °C в защищенной воздушной среде.
3.Нагревательная печь состоит из зоны предварительного нагрева и зоны горячего нагрева, общая длина которых составляет около 25 м
На выходе из печи установлен роликовый соединительный узел для непрерывного вытягивания полосы из нержавеющей стали из печи
4.Два разматывателя, один из которых работает, а другой выгружает отожженную катушку SS и готов к повторной намотке следующей катушки, обеспечивают непрерывную работу всей линии отжига.
В качестве примера возьмем реверсивный стан холодной прокатки 850 4Hi для обжатия листов нержавеющей стали:
| двигатель мельницы | двигатель разматывателя | мельничный редуктор | редуктор отдачи | |
|
Традиционный |
2 x 800Kw
Z-560-4 515/1200 440V |
2 x 800Kw
Z-560-4 515/1200 440V |
I=9;V=305m/min
Output torque:267KN.M; |
Оправка φ500×850
(I=6,3; V=299 м/мин) Натяжение: 103,8КН; |
| Высокая эффективность и энергосбережение | 2 x 500Kw
Z4-500-42 400/1200 440V |
2 x 500Kw
Z4-500-42 400/1200 440V |
I=14/9 V=196/305m/min
334.25/214.9KN.M; |
Оправка Φ650×850
I=14/9, V=175/272 м/мин. Натяжение: 185,7/119,4КН; |
| Выводы: 1) высокопроизводительный стан нового типа имеет на 25% больший крутящий момент при черновой прокатке и на 78,9% большее натяжение, крутящего момента и натяжения вполне достаточно при увеличении скорости и более стабильной прокатке тонкого листа толщиной менее 0,3 мм; 2) экономия электроэнергии очевидна, трансформатор может быть на 800-900 кВА меньше.. | ||||
связаться с нами
Сопутствующие популярные продукты
Двадцативалковый чистовой стан
Стан холодной прокатки 20Hi, несомненно, является оптимальным решением для уменьшения толщины полос из труднодеформируемых сплавов, таких как полосы из нержавеющей стали. Предложение о 20-миллиметровой мельнице диаметром 650 мм разработано в соответствии с маркетинговыми требованиями к готовой продукции и приемлемой конфигурацией станка.
Прецизионная машина для продольной резки фольги из нержавеющей стали
Станок для прецизионной резки фольги из нержавеющей стали специально разработан для выгрузки, продольной резки и намотки рулонов фольги из нержавеющей стали. Толщина тонкого материала из нержавеющей стали составляет 0,08-0,5 мм, ширина – 100-650 мм, а количество полосок для резки относительно велико – до 20-30.

Горизонтальные ножницы из толстой пластины из нержавеющей стали с обрезкой 16×2000
Горячекатаный листовой прокат из нержавеющей стали имеет относительно большую толщину и высокую прочность. Требования, предъявляемые к обработке резанием в моделях серий 200, 300 и 400, связаны с прочностью оборудования, автоматизацией, производственными мощностями и защитой листа.
Высокоскоростной и высокоточный станок для продольной резки: новые стандарты качества и производительности
Высокоскоростной и высокоточный станок для продольной резки: новые стандарты качества и производи...

Горизонтальные ножницы из толстой пластины из общей углеродистой стали 18×2000
Основными компонентами толстолистовой стали являются обычные листы из низкоуглеродистой стали, низколегированные стали Q235, Q345, S355 и т.д. Они изготавливаются из горячекатаного или оцинкованного листа. Станок для выравнивания и поперечной резки толстолистовой стали в основном включает в себя разматыватель, выравнивающую машину, горизонтальную режущую машину и механизм кодирования.

Машина для выравнивания общей углеродистой стали
Машина для выравнивания общей углеродистой стали.
Автоматическая система кодирования для линии поперечной резки стальных листов Kaiping 12×2000
Линия поперечной резки толстых стальных листов Kaiping производит упаковки из стальных листов, каждая упаковка в основном имеет длину 6-12 метров и весит 5-6 тонн.При проектировании и изготовлении всей производственной линии необходимо в полной мере учитывать эффективность всего процесса в каждой функциональной части, такой как механизм выгрузки.

Станок для обрезки и правки алюминиевых пластин
Станок для обрезки и правки алюминиевых пластин.
Передвижных летающих кусачка для проволоки
Когда необходимо разрезать листы из нержавеющей стали, алюминиевые листы, листы с покрытием, холоднокатаные листы и другие материалы из листового металла на фиксированную длину без остановки, в дополнение к гиперболическим летающим ножницам существуют также передвижные ножницы.

Реверсивный прокатный стан AGC
Гидравлический стан холодной прокатки AGC становится все более популярным в индустрии прокатки металлических полос благодаря своей высокой точности, скорости и высокой степени автоматизации.

Высокоскоростная линия для резки холоднокатаного оцинкованного листа
Оцинкованные стальные листы (GI-листы) обладают антикоррозийными свойствами и широко используются для изготовления кровельных настилов, колонн, труб и т.д.

Линия поперечной резки горячекатаного листа с простым кодом материал 10,12
Станки для раскроя и поперечной резки листовой горячекатаной обычной низкоуглеродистой стали и низколегированной стали Q235, Q345 и S355 в основном включают в себя машины для размотки, выравнивания, горизонтальной резки и кодирующие механизмы.

Линия для резки трапециевидных стальных листов по длине Линия резки по длине с угловыми ножницами Sway
Мы не только производим обычные линии резки по длине, но и линию вырубки трапециевидных листов Линия вырубки листового металла — это процесс, в котором квадратные, круглые или прямоугольные заготовки механически или гидравлически вырезаются, прессуются или штампуются из металлического рулона, перед резкой, прессованием или штамповкой, сначала выравнивая лист до плоского состояния.
Высокоскоростной горизонтальный срез горячекатаного листа из нержавеющей стали (6×2000)
Горячекатаный лист из нержавеющей стали имеет относительно большую толщину, а горячекатаный лист из нержавеющей стали средней толщины составляет относительно большую долю.

Станок для продольной резки и обмотки листов средней толщины
Стальные листы средней толщины широко используются в конструкционных профилях, опорах зданий, машиностроении, производстве труб, лазерной резке, судостроении и других областях.Задача станка для резки листового проката средней толщины заключается в изготовлении небольших стальных рулонов требуемой ширины с помощью процессов размотки, продольной резки и намотки.
Машина для резки листов из нержавеющей стали
С ростом использования рулонов нержавеющей стали в промышленном производстве и повседневной жизни спрос на станки для резки рулонов нержавеющей стали растет день ото дня, большинство из которых – это станки для резки листов нержавеющей стали.