
+86-18951513765

Продукция



-

Горизонтальные ножницы из толстой пластины из нержавеющей стали с обрезкой 16×2000
-

Высокоскоростной слайсер для рулонов нержавеющей стали (3×1600)
-

Станок для продольной резки труб (0,6-4)
-

Четырехвалковый стан холодной прокатки
-

Холоднокатаный лист, оцинкованный лист, ограничитель для высокоскоростных срезов (2×1250)
-

Непрерывный прокатный стан
-

Мощная машина для продольной резки горячекатаного стального листа (1-8)
-

Станок для резки листового проката средней и толстой толщины (для 12 сварных труб)
-

Машина для выравнивания и рихтовки нержавеющей стали
-

Машина для резки листов из нержавеющей стали
-

Продольный станок для холодной гибки (0,3-3)
-

Высокоскоростной и высокоточный станок для продольной резки: новые стандарты качества и производительности
-
Металлический лист Линия продольной резки Сверхточная марка
-

Линия для резки трапециевидных стальных листов по длине Линия резки по длине с угловыми ножницами Sway
-

Высокоскоростные пневматические стопорные ножницы из общей углеродистой стали 3×1600
-

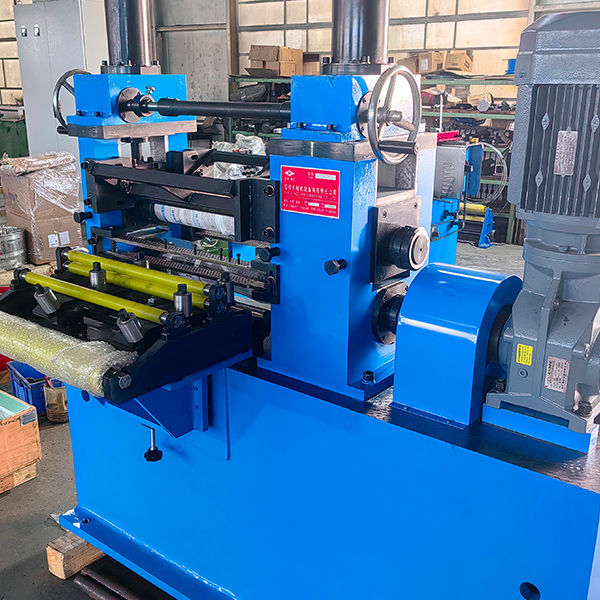
Линия поперечной резки горячекатаного листа с простым кодом материал 10,12











Горячекатаный толстый лист с открытой плоской линией 25х2000
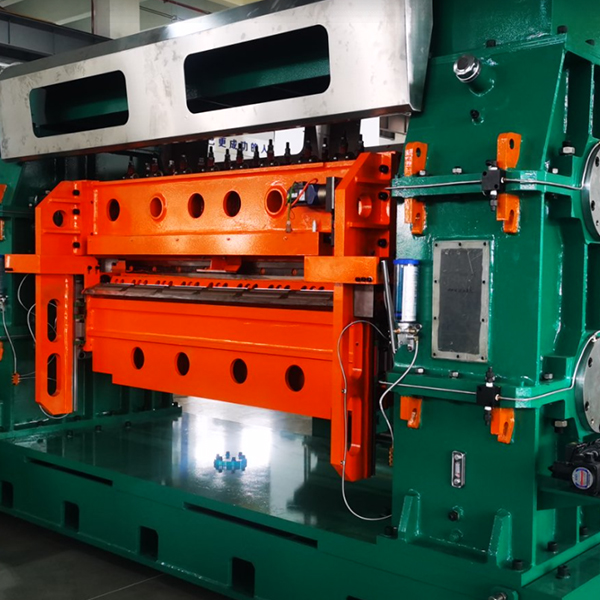
Линия поперечной резки толстолистового горячекатаного проката производится в пакеты из горячекатаного листа путем размотки, выравнивания и резки по фиксированной длине. Длина каждого пакета стальных листов в основном составляет 6-12 метров, а вес – 5-6 тонн.Оборудование для обработки толстолистовой стали очень прочное и долговечное.
Описание
маркер
Основное введение
Линия поперечной резки толстолистового горячекатаного проката производится в пакеты из горячекатаного листа путем размотки, выравнивания и резки по фиксированной длине. Длина каждого пакета стальных листов в основном составляет 6-12 метров, а вес - 5-6 тонн.Оборудование для обработки толстолистовой стали очень прочное и долговечное. Для обработки толстолистовой стали обычно используются горячекатаные листы из низкоуглеродистой стали Q235, Q345, S355 и т.д., максимальная толщина которых составляет 25 мм.
Производственный процесс кайпинга и поперечной резки толстых горячекатаных листов обычно состоит из двух этапов: начального и основного, включая фиксированную линейку, гидравлические ножницы, механизм кодирования и разгрузочный ролик.Вся производственная линия обладает широкими технологическими возможностями, а сплющенные пластины очень плоские, что позволяет удовлетворить потребности последующего производства продукции.
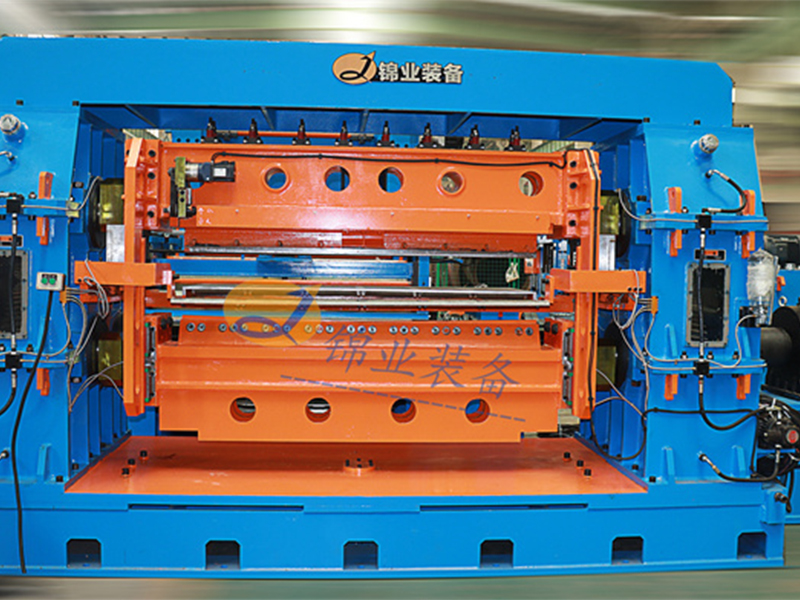
Особенности оборудования
1.Диапазон толщин горизонтальной линии резки толстых пластин составляет более 10 мм, а разматывание, выравнивание и резка рулона толщиной от 6 до 25 мм на стальные пластины фиксированной длины - это типичная линия поперечной резки для выравнивания толстых пластин.
2.Разматыватель оснащен мощным механизмом предотвращения натяжения, а портальный наконечник обеспечивает плавный ввод наконечника в зажимное устройство.
3.Процесс выравнивания обычно выполняется дважды. Первоначальная выравнивающая машина и фронтальная выравнивающая машина фиксированной длины хорошо снимают внутреннее напряжение в стальной пластине и обеспечивают эффект выравнивания.
4.Скорость размыкания плоской линейки на толстой пластине невелика, поэтому лучше использовать фиксированную линейку для кодирования.
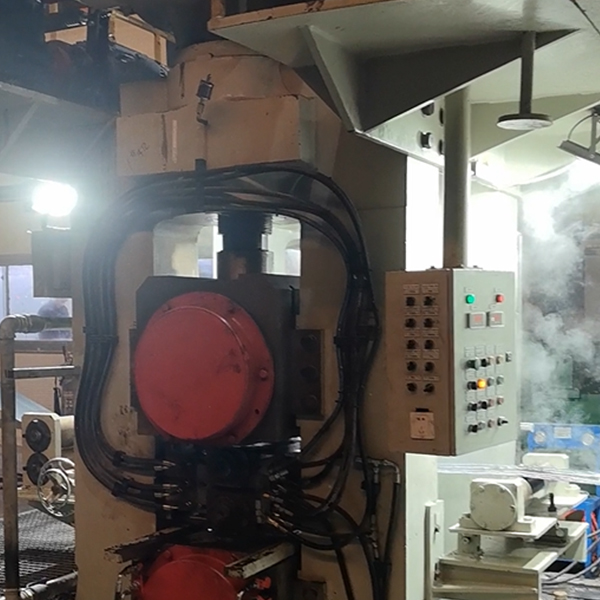
5.Гидравлическая режущая машина отличается высокой производительностью и надежностью, что обеспечивает плавную подачу листа и остановку процесса резки.
6.Транспортирующий ролик и механизм подачи после резки в основном используются для укладки и расплющивания стальных листов один за другим. Они подходят для горячекатаного листа, экономичны и применимы.



параметр
| сырьевые материалы | Обычный горячекатаный стальной лист Q235, Q345, S355 и т.д. | Длина готового листа | 2000mm-12000mm |
| Толщина стального рулона | 6-25mm, | Точность измерения длины | ≤±1mm/m |
| Ширина рулона | 1000-2000mm | Точность измерения длины диагонали | ≤±2mm/m |
| Внутренний диаметр стального рулона | Ф500-800mm | Точность выравнивания | ≤2.5mm/㎡ |
| Наружный диаметр стального рулона | Ф2200mm | Максимальная линейная скорость | 20m/min |
| Вес рулона | 35T, 40T | Скорость резания | 2000mm 5 листов/мин; |
| Компоненты производственной линии: | |||
| 1.Разделочный стол, гидравлическая загрузочная тележка | |||
| 2.Двухрычажный разматыватель | |||
| 3.Портальная нажимная головка и устройство для головки лопаты | |||
| 4.машина для начального выравнивания 4.2+5 роликов | |||
| 5.Переходная роликовая платформа | |||
| 6.Корректирующая машина | |||
| 7.9 Роликовая выравнивающая машина | |||
| 8.Фиксированная линейка для кодирования, устройство подачи хвостовой пластины | |||
| 9.Режущая машина | |||
| 10.Роликовая платформа конвейера | |||
| 11.Штабелер-укладчик | |||
| 12.Выходной роликовый стол | |||
| 13.Гидравлическая система | |||
| 14.Пневматическая система | |||
| 15.Электронная система управления | |||
связаться с нами
Сопутствующие популярные продукты

Машина для выравнивания общей углеродистой стали
Машина для выравнивания общей углеродистой стали.

Высокоскоростной и высокоточный станок для продольной резки(200mpm)
Специализированная высокоскоростная линия прецизионной резки листового металла по индивидуальному заказу.Мы являемся компанией по производству линий для резки листового металла.Наша компания, основанная в 2000 году, на сегодняшний день производит сотни линий для обработки листового металла примерно в 60 странах по всему миру.

Автоматическая система кодирования для линии поперечной резки стальных листов Kaiping 12×2000
Линия поперечной резки толстых стальных листов Kaiping производит упаковки из стальных листов, каждая упаковка в основном имеет длину 6-12 метров и весит 5-6 тонн.При проектировании и изготовлении всей производственной линии необходимо в полной мере учитывать эффективность всего процесса в каждой функциональной части, такой как механизм выгрузки.
Машина для резки листов из нержавеющей стали
С ростом использования рулонов нержавеющей стали в промышленном производстве и повседневной жизни спрос на станки для резки рулонов нержавеющей стали растет день ото дня, большинство из которых – это станки для резки листов нержавеющей стали.

Реверсивный прокатный стан AGC
Гидравлический стан холодной прокатки AGC становится все более популярным в индустрии прокатки металлических полос благодаря своей высокой точности, скорости и высокой степени автоматизации.

Высокоскоростные сервоприводные стопорные ножницы из нержавеющей стали 3×1600
Пластины из нержавеющей стали обладают гладкой поверхностью, высокой пластичностью, ударной вязкостью, механической прочностью, коррозионной стойкостью и все более широким спектром применения. Пластины из нержавеющей стали в основном делятся на серии 200, 300 и 400.

Линия продольной резки рулонной стали из высокоуглеродистой стали
Рулоны из высокоуглеродистой стали представляют собой высокопрочную сталь, очень твердую и высокую эластичность, используемую для изготовления инструментов, ножей, пружин и т. д.Марка высокоуглеродистой стали: ASTM50, ASTM 75, диапазон прочности на растяжение ASTM95 около 750-1000 МПа.
Металлический лист Линия продольной резки Сверхточная марка
Линия продольной резки листов металлической фольги требует сверхточной продольной резк...

Плоский горизонтальный срез пластин средней и толстой толщины
Линия поперечных ножниц для выравнивания листового металла средней толщины производит листовой металл средней толщины посредством процесса разматывания, выравнивания и сдвига по фиксированной длине.

Стан холодной прокатки медной полосы
Производство медной полосы будет осуществляться путем горячей и холодной прокатки, горячей прокатки заготовки толщиной около 15 мм, на стане холодной прокатки меди сначала будет производиться черновая прокатка для получения листа толщиной около 3 мм, затем на стане тонкой прокатки будет производиться медная полоса и даже медная фольга.

Высокоскоростной горизонтальный срез горячекатаного листа из нержавеющей стали (6×2000)
Горячекатаный лист из нержавеющей стали имеет относительно большую толщину, а горячекатаный лист из нержавеющей стали средней толщины составляет относительно большую долю.
Гиперболическая высокоскоростная линия сдвига
Горизонтальная линия для резки тонколистового металла используется для разматывания, выравнивания и резки рулонов металла фиксированной длины различной толщины.

Станок для обрезки и правки алюминиевых пластин
Станок для обрезки и правки алюминиевых пластин.

Линия для резки тонкого листа: высочайшее качество и производительность
Линия для резки тонкого листа: высочайшее качество и производительность В современной обрабатываю...

Высокоскоростные горизонтальные ножницы из горячекатаной углеродистой стали общего назначения (6×1600)
Линия для разматывания, выравнивания и резки по фиксированной длине горячекатаных листов средней толщины из обычной углеродистой стали. Конфигурация высокоскоростной горизонтальной резки обычно подходит для листов средней толщины около 6 мм.

Реверсивный прокатный стан Erlian
Реверсивный стан холодной прокатки по сравнению с тандемным станом холодной прокатки имеет преимущества в виде меньших капиталовложений, меньшего пространства, переменной толщины и недостатки в виде меньшей степени уменьшения толщины, меньшего объема производства и более низкого процента производительности.