
+86-18951513765

Продукция



-

Четырехвалковый стан холодной прокатки
-

Линия вырубки Kaiping
-

Линия поперечной резки горячекатаного листа с простым кодом материал 10,12
-

Продольный станок для холодной гибки (0,3-3)
-

Прецизионная машина для продольной резки фольги из нержавеющей стали
-

Неориентированный прецизионный станок для продольной резки, ориентированный на кремниевую сталь
-

Высокоскоростные горизонтальные ножницы из горячекатаной углеродистой стали общего назначения (6×1600)
-

Реверсивный прокатный стан Erlian
-

Проволока для летающих ножниц из нержавеющей стали mirror304 3×1600
-

Линия продольной резки рулонной стали из высокоуглеродистой стали
-

Линия для резки трапециевидных стальных листов по длине Линия резки по длине с угловыми ножницами Sway
-
Двадцативалковый чистовой стан
-
Гиперболическая высокоскоростная линия сдвига
-

Плоский горизонтальный срез пластин средней и толстой толщины
-

Машина для выравнивания общей углеродистой стали
-
Металлический лист Линия продольной резки Сверхточная марка
")
")
")
")
")
")
")
")
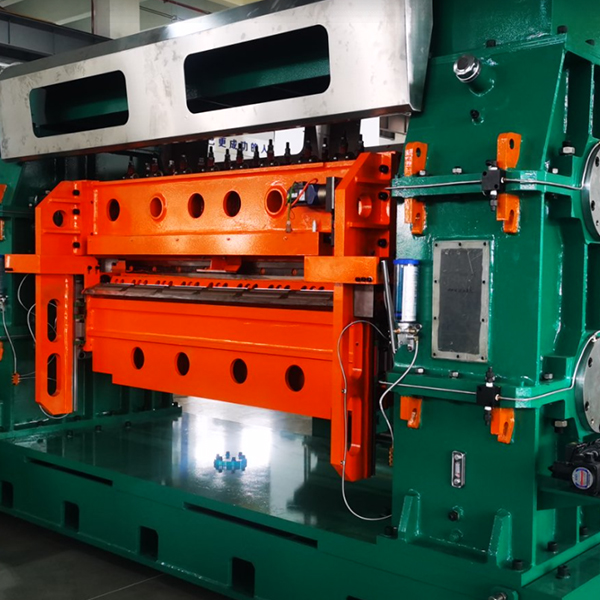
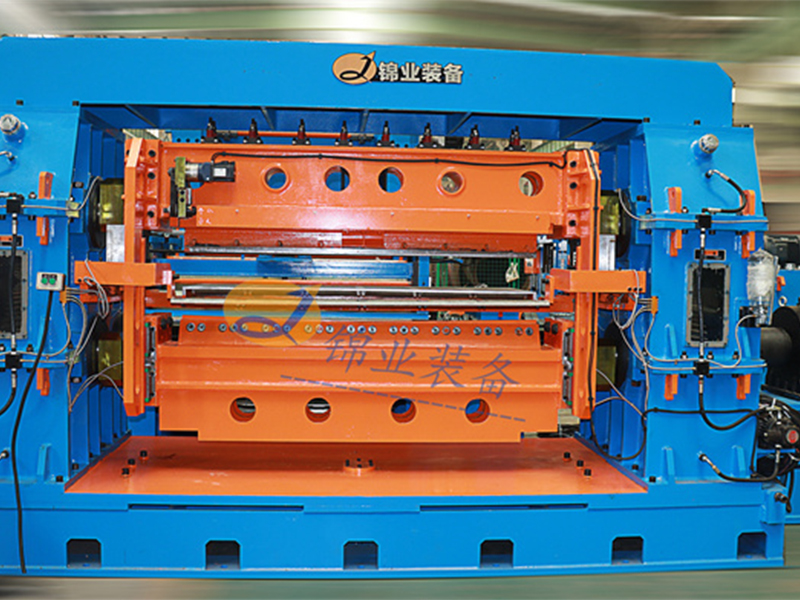
Высокоскоростная линия продольной резки тонких листов (модернизированная модель 2×1600)
Высокоскоростная линия продольной резки тонких листов подходит для холоднокатаных стальных листов, оцинкованных стальных листов и листов с покрытием. Скорость продольной резки составляет 120-150 м/мин.
Описание
маркер
использовать
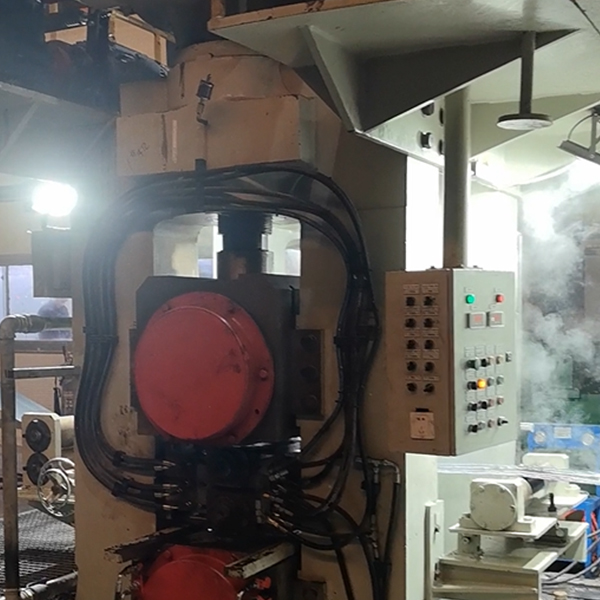
Высокоскоростная линия продольной резки тонких листов подходит для холоднокатаных стальных листов, оцинкованных стальных листов и листов с покрытием. Скорость продольной резки составляет 120-150 м/мин. Весь процесс, от разматывания, продольной резки, демпфирования натяжения до намотки. и заготовка. Гладкий и высокоточный, он отвечает требованиям продольной резки на заводах и обрабатывающих центрах. Отдельные небольшие рулоны стали используются для производства сварных труб, холоднодеформированных профилей и других изделий.
Особенности
1. Седло для хранения рулонов: установите рулон на седло, тележка для рулонов (тележка) может подойти под рулон и поднять его, что сокращает время работы мостового крана и позволяет избежать повреждения стального рулона, если кран непосредственно поместит рулон на тележку.
2. Тележка для загрузки рулонов: тележка для рулонов напольного или ямного типа обеспечивает эффективную загрузку рулонов на оправку размотки.
3. Разматыватель с одним стержнем: гидравлический расширительный стержень подходит для 508 мм, можно установить дополнительные сегменты или резиновую втулку для разматывания катушек большего внутреннего диаметра. Нагрузка на оправку варьируется в зависимости от размеров рулонов металла.
4. Рычаг тягового пресса с головкой катушки, лопаточная пластина для очистки: сотрудничайте друг с другом, чтобы открыть головку катушки и отправить ее в зажимной питатель.
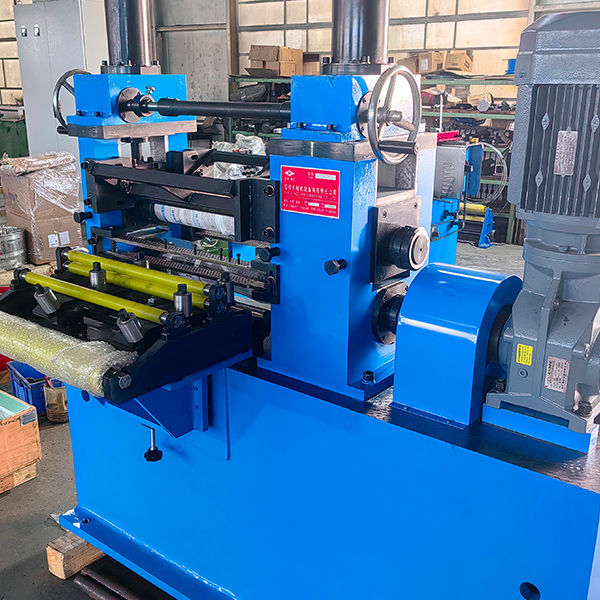
5.Пинч-питатель и оборудование для предварительного правки: при нарезании резьбы направляйте головку катушки вперед к продольной резке, в автоматическом режиме, синхронно с продольной резкой, непрерывно отправляя полосу в аккумуляторную петлю.
6.1# первая аккумуляторная петля в земле: гидравлическая лепестковая пластина в качестве моста, позволяющая пропускать тонкий лист на этапе заправки, в автоматическом режиме накапливает стальную ленту в петлевой яме для синхронизации подачи зажима и скорости резки, с электрическими глазами на стенках ямы для обратной связи.
7.Прижимные ролики и боковая направляющая: для горизонтального и вертикального направления стальной полосы по центру продольно-резательной машины. Вручную отрегулируйте боковую направляющую по ширине стальной полосы.
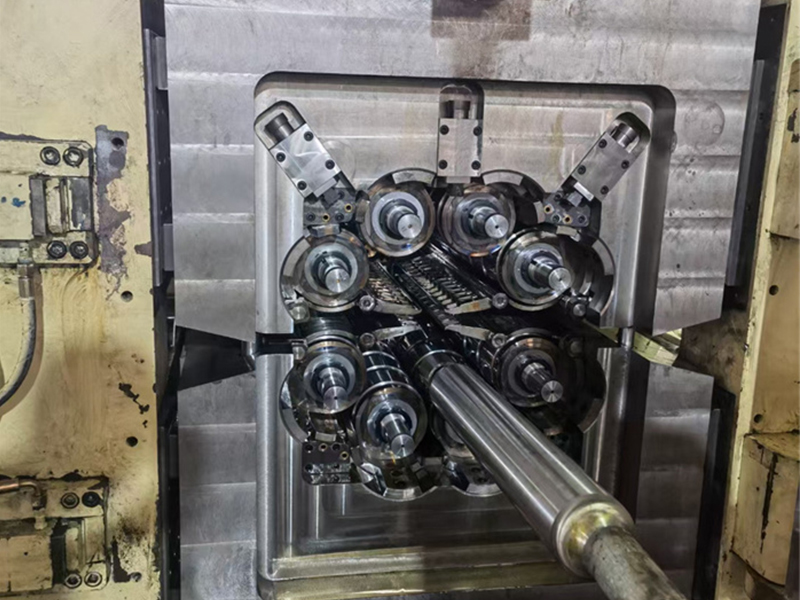
8.Основная машина, продольно-резательная машина: включает пару параллельных ножевых валов, одну подвижную стойку для продольной резки, одну фиксированную стойку для продольной резки, винтовой механизм, привод и трансмиссию, управляемые драйвером постоянного / переменного тока.
9. Намотчик обрезков кромок: наматывает обрезки кромок, натяжение намотки обеспечивается циклоидным двигателем через фрикционное колесо.
10. Ямка для аккумуляторной петли 2#: такая же конструкция, как и у аккумуляторной ямы 1#, чтобы гарантировать синхронную скорость резки и отдачи, прорезные полосы никогда не запутываются в петле.
11. Блок измерения натяжения и скорости: гидравлический войлочный тип или роликовый тип, обеспечивающий натяжение отдачи, кодирование измерения скорости линии перед отдачей.
12. Дефлекторный ролик и предварительный сепаратор: перед отдачей отделите стальные полосы по порядку и направьте их в направлении к зажимам оправки отдачи.
13. Разделение плеча и намотчика: либо бесшовная, либо открытая оправка сегментов, чтобы обеспечить хорошую отдачу, выступ намотки ≤0,5 мм, разница кромок ± 0,10 мм.
14.Электрическая система управления: ПЛК Siemens для управления линией продольной резки, работающей на высокой скорости 150 м/мин.



Параметры
| Линия продольной резки 0,2 - 2 X 1250 при 150 оборотах в минуту | Параметры |
| Подача стальных рулонов | Диаметр 508 мм, 610 мм, наружный диаметр 1800 мм, вес рулона 15 т |
| Ширина подающего рулона | 300-1250 мм |
| Количество разрезов | 1 мм x 25 прорезей; 2 мм x 15 прорезей; |
| Готовые рулоны | Внутренний диаметр 508 мм, наружный диаметр 1600 мм, максимальный вес рулона 15 т |
| Ширина рулонов | 20 мм -600 мм |
| Точность продольной резки | Ширина прорези ±0,10мм; Прогиб ±0,1мм/м; зазубрина 5% от толщины; зазубрина <0,5 мм |
| Основные двигатели | Станок для резки 90 кВт + разматыватель 110 кВт |
| Режущий нож | ID205 x OD330 x 10, SKD11, HRC58-61 |
| Оправка для перемотки | Бесшовная оправка диаметром 508 мм |
| Необязательный | Быстрая замена режущих кромок, разгрузочный турникет |
| Скорость продольной резки | Регулировка 0-100-150 оборотов в минуту |
| Конфигурация | ПЛК Siemens, привод Parker или Siemens, клапаны Victory |
Композиция
| 1. Седло для хранения рулонов | 2.Тележка для загрузки рулонов |
| 3. устройство для разматывания рулонов с двойной оправкой | 4. Прижимной ролик для головки рулона |
| 5. Вал для правки рулонной головки и лопатка для выгребания | 6.Прижимной механизм, устройство для предварительного выравнивания 5 рулонов и ножницы |
| 7. Пит-петля1 или приводной рольганг | 8. Прижимной ролик и боковая направляющая |
| 9. 10.Продольная резка, опционально - двухголовочные резаки | 10. Устройство для намотки обрезков и пресс для обрезки полос |
| 11.пит-петля2 | 12. Предварительный сепаратор, натяжное устройство пластинчатого типа, ролик для кодирования отклонителя |
| 13.Разделительный кронштейн и разматыватель | 14. Тележка для разгрузки рулонов |
| 15. Разгрузочный турникет (опционально) | 16. Гидравлическая система |
| 17. Пневматическая система | 18. Электрическая система управления |
связаться с нами
Сопутствующие популярные продукты
Линия для резки трапециевидных стальных листов по длине Линия резки по длине с угловыми ножницами Sway
Мы не только производим обычные линии резки по длине, но и линию вырубки трапециевидных листов Линия вырубки листового металла — это процесс, в котором квадратные, круглые или прямоугольные заготовки механически или гидравлически вырезаются, прессуются или штампуются из металлического рулона, перед резкой, прессованием или штамповкой, сначала выравнивая лист до плоского состояния.
Линия вырубки Kaiping
Правильные станки широко используются не только для резки листового проката фиксированной длины, но и для ступенчатой штамповки, онлайн-лазерной резки, резки трапециевидных листов, прецизионной продольной резки и других целей.
Металлический лист Линия продольной резки Сверхточная марка
Линия продольной резки листов металлической фольги требует сверхточной продольной резк...

Непрерывный прокатный стан
Завод по переработке рулонной углеродистой стали посмотрите на тандемный стан холодной прокатки, который непрерывно уменьшает толщину стального листа со скоростью сотен метров в минуту, тандемный стан холодной прокатки обеспечивает огромный объем производства рулонной холоднокатаной стали.

Стан холодной прокатки алюминиевых листов
1.Литье алюминиевых заготовок из алюминиевых слитков. 2.Сначала изготовьте горячекатаные алюминиевые рулоны на реверсивном стане горячей прокатки 2Hi 3.стан холодной прокатки алюминиевого листа – это односторонний прокатный стан, включающий в себя разматыватель, стол для обработки на входе, стан 4hi, стол для обработки на выходе, перематыватель, систему подачи охлаждающей жидкости, систему пожаротушения и т.д.

Высокоскоростная линия для резки холоднокатаного оцинкованного листа
Оцинкованные стальные листы (GI-листы) обладают антикоррозийными свойствами и широко используются для изготовления кровельных настилов, колонн, труб и т.д.
Проволока для летающих ножниц из нержавеющей стали mirror304 3×1600
Линия продольной резки вращающимися летающими ножницами – это производственная линия для продольной резки металлических рулонов после размотки и выравнивания, состоящая из разматывателя (обрезчика кромок), выравнивателя, устройства подачи длины с ЧПУ, высокоскоростных вращающихся летающих ножниц, штабелера и т.д.

Горизонтальные ножницы из толстой пластины из нержавеющей стали с обрезкой 16×2000
Горячекатаный листовой прокат из нержавеющей стали имеет относительно большую толщину и высокую прочность. Требования, предъявляемые к обработке резанием в моделях серий 200, 300 и 400, связаны с прочностью оборудования, автоматизацией, производственными мощностями и защитой листа.
Двадцативалковый чистовой стан
Стан холодной прокатки 20Hi, несомненно, является оптимальным решением для уменьшения толщины полос из труднодеформируемых сплавов, таких как полосы из нержавеющей стали. Предложение о 20-миллиметровой мельнице диаметром 650 мм разработано в соответствии с маркетинговыми требованиями к готовой продукции и приемлемой конфигурацией станка.
Четырехвалковый стан холодной прокатки
Стан холодной прокатки 4Hi часто используется на заводах по переработке стальной полосы, поскольку стан 4Hi high обладает многими преимуществами.
Гиперболическая высокоскоростная линия сдвига
Горизонтальная линия для резки тонколистового металла используется для разматывания, выравнивания и резки рулонов металла фиксированной длины различной толщины.

Ленточный стан холодной прокатки из нержавеющей стали
1.Двигатели гораздо большей мощности обеспечивают большее усилие прокатки 2.Демонтируемая твердосплавная оправка для удобного промежуточного отжига 3.Автоматическая гидравлическая система управления AGC 4.Обычно реверсивный стан холодной прокатки

Шестивалковый стан холодной прокатки
Станы холодной прокатки 6High имеют различные модели, большие или меньшие, для производства более широких или более узких, более твердых или более мягких металлических полос. Стан холодной прокатки 6High – это тип стана тонкой прокатки для производства высокоточных полос CR.

Линия продольной резки с двойным держателем инструмента (3×1600)
Эффективность работы продольного станка, с одной стороны, зависит от скорости продольной резки, а с другой стороны, тесно связана со вспомогательными работами, такими как загрузка и разгрузка, нарезка ножом и нарезание резьбы на ленте.Среди них расстановка ножей в соответствии со спецификациями, которые должны быть вставлены в прорези, является более профессиональной и трудоемкой работой.

Передвижных летающих кусачка для проволоки
Когда необходимо разрезать листы из нержавеющей стали, алюминиевые листы, листы с покрытием, холоднокатаные листы и другие материалы из листового металла на фиксированную длину без остановки, в дополнение к гиперболическим летающим ножницам существуют также передвижные ножницы.

Высокоскоростная горизонтальная резка тонких пластин
Горизонтальная линия для резки тонколистового металла используется для разматывания, выравнивания и резки рулонов металла фиксированной длины различной толщины.Листовой металл представляет собой обычную стальную пластину, пластину из нержавеющей стали, пластину из средне- и высокоуглеродистой стали, алюминиевую пластину, медную пластину и т.д.