
+86-18951513765

Продукция



-

Передвижных летающих кусачка для проволоки
-

Реверсивный прокатный стан Erlian
-

Машина для выравнивания и рихтовки обычной углеродистой стали
-

Машина для выравнивания и рихтовки нержавеющей стали
-

Высокоскоростная режущая проволока из нержавеющей стали с обрезкой (3×1600)
-

Проволока для летающих ножниц из нержавеющей стали mirror304 3×1600
-

Высокоскоростная линия продольной резки тонких листов (модернизированная модель 2×1600)
-

Линия для продольной резки толстолистового проката из обычной углеродистой стали (3-16)
-

Четырехвалковый стан холодной прокатки
-

Холоднокатаный лист, оцинкованный лист, ограничитель для высокоскоростных срезов (2×1250)
-

Высокоскоростные пневматические стопорные ножницы из общей углеродистой стали 3×1600
-

Станок для обрезки и правки алюминиевых пластин
-

Высокоскоростной слайсер для рулонов нержавеющей стали (3×1600)
-

Высокоскоростной горизонтальный срез горячекатаного листа из нержавеющей стали (6×2000)
-

Горизонтальные ножницы из толстой пластины из общей углеродистой стали 18×2000
-

Автоматическая система кодирования для линии поперечной резки стальных листов Kaiping 12×2000
")
")
")
")
")
")
")
")
Высокоскоростная линия для продольной резки пластин средней толщины (двойной держатель инс)
Две продольно-резательные машины могут приводиться в движение одним приводным двигателем и трансмиссией, или каждая продольно-резательная машина имеет один двигатель и трансмиссию, режущая головка которой выезжает и возвращается обратно по рельсам, без необходимости использования одной сменной платформы.
Описание
маркер
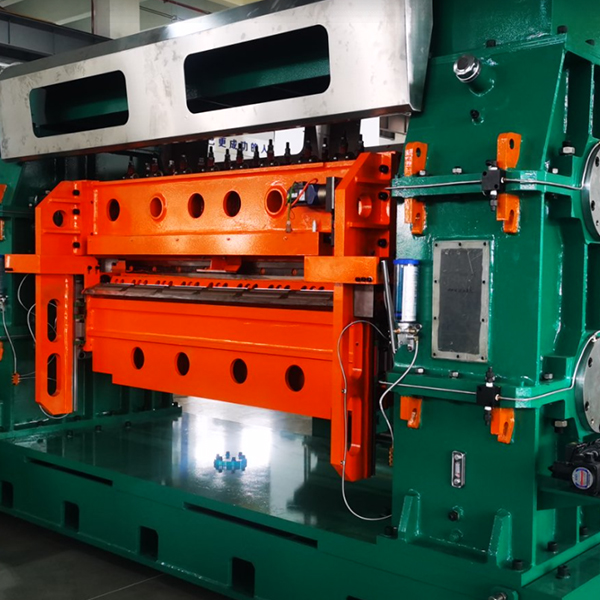
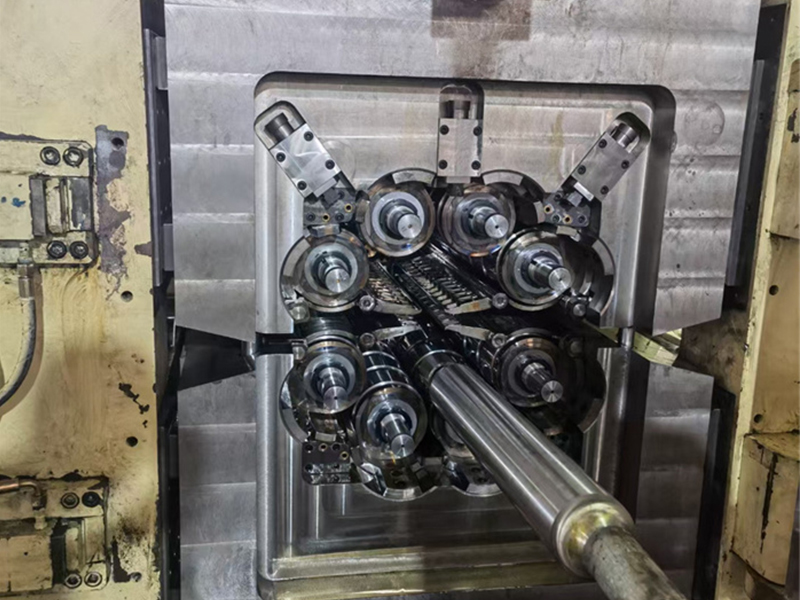
Знакомство с держателем двойного ножа
Две продольно-резательные машины могут приводиться в движение одним приводным двигателем и трансмиссией, или каждая продольно-резательная машина имеет один двигатель и трансмиссию, режущая головка которой выезжает и возвращается обратно по рельсам, без необходимости использования одной сменной платформы.
одна сменная платформа используется для замены одной режущей головки на другую: одна головка выходит на платформу, соседнюю с другой головкой, платформа перемещается, перемещая другую головку в положение резки, другая головка перемещается в позицию резки.
Две продольно-резательные машины могут приводиться в движение одним приводным двигателем и трансмиссией, или каждая продольно-резательная машина имеет один двигатель и трансмиссию, режущая головка которой выезжает и возвращается обратно по рельсам, без необходимости использования одной сменной платформы. Однако одна сменная платформа необходима, когда для одной линии продольной резки требуется более двух продольно-резательных станков.
Мы разработали автоматический механизм проверки зазора ножа. Перед заменой двух ножей нажмите кнопку регулировки зазора ножа на панели оператора, вы можете проверить зазоры ножей. Если зазор ножа неправильный, его можно отрегулировать.
У нас есть программа для установки ножей и прокладок, оператор вводит размеры полос, доступные ножи и прокладки и легко выдает результат установки ножей.
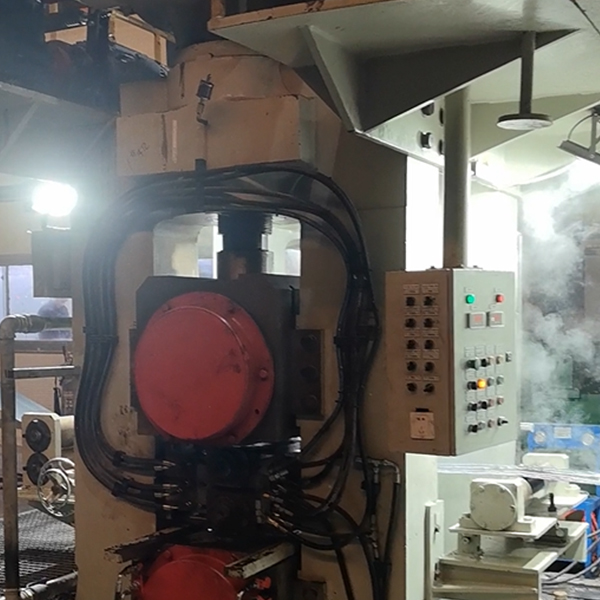
Характеристики быстросменных резаков
1) Одна продольно-резательная головка работает на линии, рабочие устанавливают дисковые ножи и прокладки на другой продольно-резательной машине.
2) После настройки автоматически проверьте зазоры ножей на правильность.
3) Замените двойные ножовки на обменной платформе в режиме Jog.
4) Этот процесс занимает всего четверть времени.
Мы поставили
Один комплект головок двойной продольной резки 4x1850 в Южную Африку
Один комплект 3 x 1600 двойных продольно-резательных станков в Индонезию
Один комплект двойных продольно-резательных машин 6x2000 в Индию
Один комплект двойной продольно-резательной машины 8x2000 в Алжир
Когда клиенты хотят разрезать стальные рулоны большого диапазона толщины, например, 0,3–6 мм, 0,4–8 мм, мы изготавливаем два продольно-резательных станка с разными режимами резки: один продольно-резательный станок предназначен для резки тонких рулонных листов, другой — большего размера для резки более толстых рулонных листов.
Мы поставили двойные продольно-резательные станки 6x1600: один продольно-резательный станок толщиной 0,3–3 мм, а другой — продольно-резательный станок толщиной 2–6 мм. Клиенты очень довольны дизайном, независимо от толщины рулона, он получит хороший результат резки.



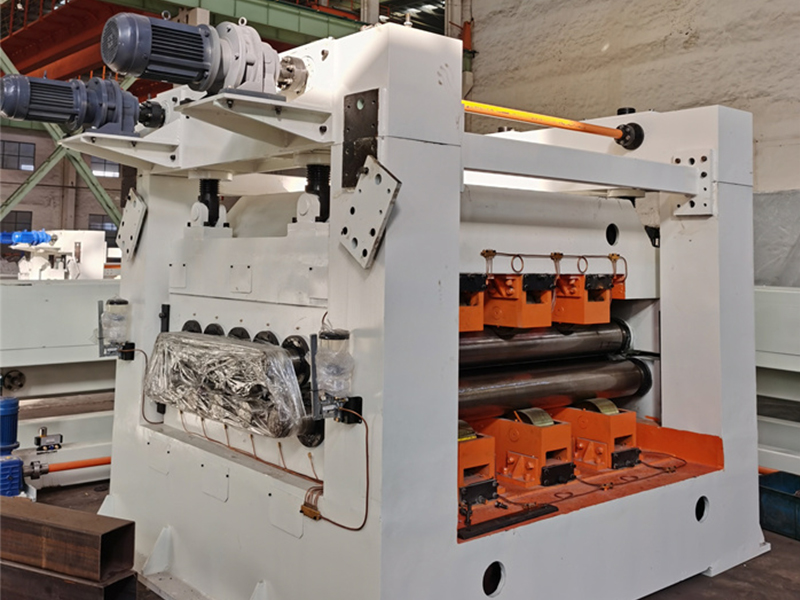
Особенности сверхмощных двойных продольно-резательных станков
1. Большая толщина листа (4-10 мм), высокая производственная мощность (каждый день одна смена 300 тонн)
2. Многие размеры и объемы резки требуют частой замены двойных ножей.
3. Моторный привод может быть постоянного или переменного тока.
4. Высокая точность сборки и простота обслуживания.
Пример: 8 x 2000 Линия двойной продольной резки
| Толщина пластины | 1-8 мм | Нож-оправка | 280 мм |
| ширина пластины | 800-2000 мм | намотчик металлолома | Ф450х350мм |
| Вес катушки | 30Т | разделительный вал | Ф110ММ |
| Количество разрезаний | Напряжение | Шерстяной фетр | |
| 7-8 мм | 10 | оправка для намотки | 3 на 2 ролика |
| 5-6 мм | 12 | Развал края | Ф610мм |
| 2-3 мм | 18 | допуск на полоски | 0,3 мм/м |
| 1-2 мм | 25 | скорость резьбы | ±0,20 мм |
| Скорость резки | 80 миль в минуту | Пресс-сепаратор | 0-15 м/мин |
| суммарная мощность | 440кВт | Нож-оправка | |
| резак | 160 кВт постоянного тока | тип предплечья | |
| Моталка | 160 кВт постоянного тока | Тип портала |
связаться с нами
Сопутствующие популярные продукты

Станок для резки листового проката средней и толстой толщины (для 12 сварных труб)
Стальные трубы с толщиной стенки 12 мм подходят для производства крупногабаритных сварных труб диаметром 8 дюймов и выше. Станок для продольной резки 3-12мм х 2000мм подходит для 219 трубных станков для производства стальных труб различных размеров. Мы оснащены множеством комплектов установок для продольной резки для предприятий по производству сварных труб.
Высокоскоростная линия продольной резки тонких листов (модернизированная модель 2×1600)
Высокоскоростная линия продольной резки тонких листов подходит для холоднокатаных стальных листов, оцинкованных стальных листов и листов с покрытием. Скорость продольной резки составляет 120-150 м/мин.
Двадцативалковый чистовой стан
Стан холодной прокатки 20Hi, несомненно, является оптимальным решением для уменьшения толщины полос из труднодеформируемых сплавов, таких как полосы из нержавеющей стали. Предложение о 20-миллиметровой мельнице диаметром 650 мм разработано в соответствии с маркетинговыми требованиями к готовой продукции и приемлемой конфигурацией станка.
Линия для продольной резки толстолистового проката из обычной углеродистой стали (3-16)
Для продольной резки рулонов толщиной более 10 мм используется сверхмощный станок. Форма конструкции, размер вала ролика и размер подшипника каждой детали являются гигантскими. Это проект, который крупные предприятия по обработке стальных листов будут тщательно планировать.Большая часть обрабатываемых стальных рулонов – это горячекатаные стальные рулоны, а их материалами могут быть рулоны из различных марок стали, такие как обычная углеродистая сталь и нержавеющая сталь.
Горизонтальные ножницы из толстой пластины из общей углеродистой стали 18×2000
Основными компонентами толстолистовой стали являются обычные листы из низкоуглеродистой стали, низколегированные стали Q235, Q345, S355 и т.д. Они изготавливаются из горячекатаного или оцинкованного листа. Станок для выравнивания и поперечной резки толстолистовой стали в основном включает в себя разматыватель, выравнивающую машину, горизонтальную режущую машину и механизм кодирования.

Продольный станок для холодной гибки (0,3-3)
Для производства таких профилей, как С-образная сталь, Z-образная сталь, колонны, панели ограждений, кабельные лотки, полки и т.д., требуется установка для продольной резки относительно широких рулонов стали на небольшие рулоны стали соответствующей ширины в продольном направлении.Продольные станки широко используются при распространении станков для холодной гибки заготовок.

Линия вырубки Kaiping
Правильные станки широко используются не только для резки листового проката фиксированной длины, но и для ступенчатой штамповки, онлайн-лазерной резки, резки трапециевидных листов, прецизионной продольной резки и других целей.

Линия поперечной резки горячекатаного листа с простым кодом материал 10,12
Станки для раскроя и поперечной резки листовой горячекатаной обычной низкоуглеродистой стали и низколегированной стали Q235, Q345 и S355 в основном включают в себя машины для размотки, выравнивания, горизонтальной резки и кодирующие механизмы.
Высокоскоростная мобильная резка пластин средней и толстой толщины
1.выравниватель непрерывно выпрямляет металлический лист без использования сцепления. 2.производительность выше, так как резка в движении не занимает много времени. 3.для резки толстого листового металла не требуется такая короткая длина, что позволяет выполнять резку подвижными ножницами.

Станок для продольной резки и обмотки листов средней толщины
Стальные листы средней толщины широко используются в конструкционных профилях, опорах зданий, машиностроении, производстве труб, лазерной резке, судостроении и других областях.Задача станка для резки листового проката средней толщины заключается в изготовлении небольших стальных рулонов требуемой ширины с помощью процессов размотки, продольной резки и намотки.
Высокоскоростной горизонтальный срез горячекатаного листа из нержавеющей стали (6×2000)
Горячекатаный лист из нержавеющей стали имеет относительно большую толщину, а горячекатаный лист из нержавеющей стали средней толщины составляет относительно большую долю.
Четырехвалковый стан холодной прокатки
Стан холодной прокатки 4Hi часто используется на заводах по переработке стальной полосы, поскольку стан 4Hi high обладает многими преимуществами.
Машина для выравнивания и рихтовки обычной углеродистой стали
Машина для выравнивания и рихтовки обычной углеродистой стали.
Высокоскоростной слайсер для рулонов нержавеющей стали (3×1600)
Высокоскоростная машина для продольной резки нержавеющей стали специально разработана для выгрузки, продольной резки и намотки рулонов из нержавеющей стали. Она подходит для рулонов из нержавеющей стали толщиной менее 3,0 мм.

Ленточный стан холодной прокатки из нержавеющей стали
1.Двигатели гораздо большей мощности обеспечивают большее усилие прокатки 2.Демонтируемая твердосплавная оправка для удобного промежуточного отжига 3.Автоматическая гидравлическая система управления AGC 4.Обычно реверсивный стан холодной прокатки

Линия для резки тонкого листа
Линия продольной резки тонкого рулонного металла непрерывно разматывает и разрезает тонкий металлический рулон на несколько (от нескольких до десятков) узких полос, а затем перематывает узкие полосы на оправку, что обычно требует высокой скорости и высокой точности.