
+86-18951513765

Продукция



-

Линия продольной резки рулонной стали из высокоуглеродистой стали
-

Линия продольной резки с двойным держателем инструмента (3×1600)
-

Проволока для летающих ножниц из нержавеющей стали mirror304 3×1600
-

Станок для обрезки и правки алюминиевых пластин
-

Неориентированный прецизионный станок для продольной резки, ориентированный на кремниевую сталь
-

Линия для резки тонкого листа
-

Линия для резки трапециевидных стальных листов по длине Линия резки по длине с угловыми ножницами Sway
-
Металлический лист Линия продольной резки Сверхточная марка
-

Высокоскоростная линия для резки холоднокатаного оцинкованного листа
-

Стан холодной прокатки алюминиевых листов
-

Машина для выравнивания общей углеродистой стали
-

Четырехвалковый стан холодной прокатки
-

Высокоскоростная линия продольной резки тонких листов (модернизированная модель 2×1600)
-

Машина для выравнивания и рихтовки нержавеющей стали
-

Линия вырубки Kaiping
-

Высокоскоростные пневматические стопорные ножницы из общей углеродистой стали 3×1600
")
")
")
")
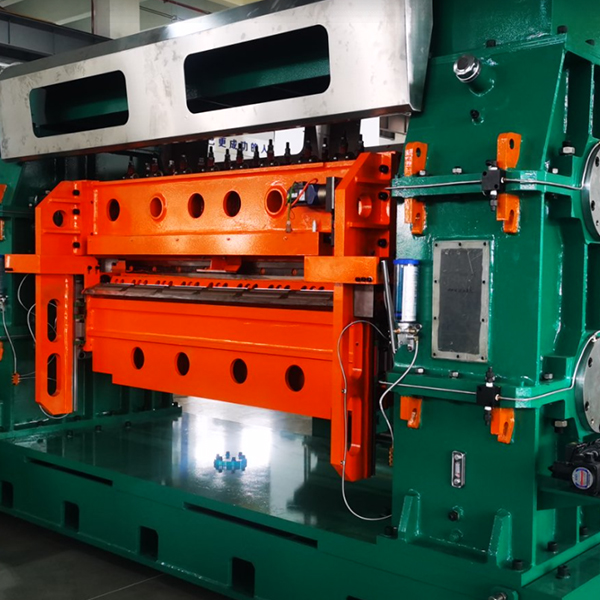
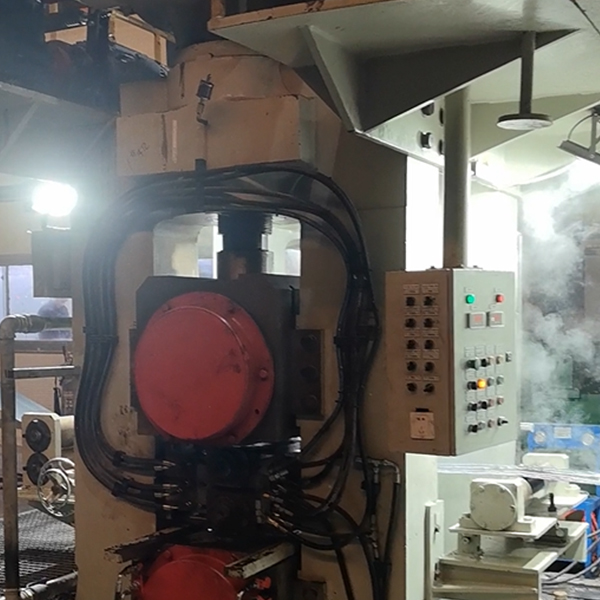
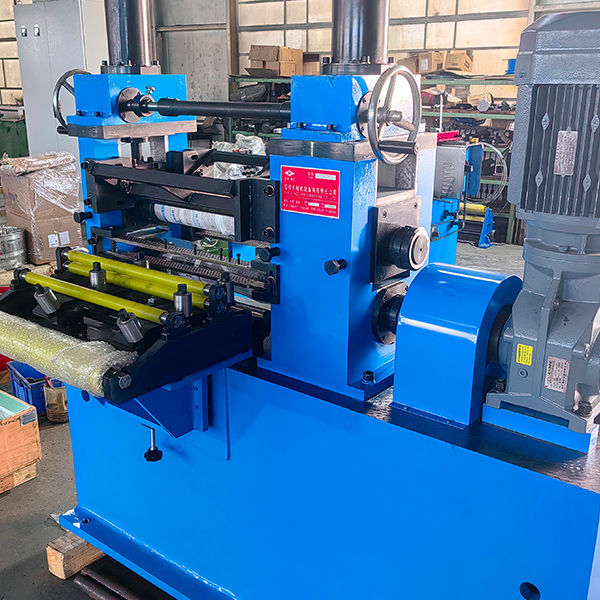
Станок для резки листового проката средней и толстой толщины (для 12 сварных труб)
Стальные трубы с толщиной стенки 12 мм подходят для производства крупногабаритных сварных труб диаметром 8 дюймов и выше. Станок для продольной резки 3-12мм х 2000мм подходит для 219 трубных станков для производства стальных труб различных размеров. Мы оснащены множеством комплектов установок для продольной резки для предприятий по производству сварных труб.
Описание
маркер
Использование продукта
Стальные трубы с толщиной стенки 12 мм подходят для производства крупногабаритных сварных труб диаметром 8 дюймов и выше. Станок для продольной резки 3-12мм х 2000мм подходит для 219 трубных станков для производства стальных труб различных размеров. Мы оснащены множеством комплектов установок для продольной резки для предприятий по производству сварных труб. Мы хорошо разбираемся в параметрах, конфигурации и технологических мерах предосторожности продольной машины и можем предоставить клиентам наиболее практичное оборудование для продольной резки.
Мы проектируем и производим машины для продольной резки толстолистового проката в соответствии с механическими свойствами рулона из исходного материала заказчика, диапазоном толщины, количеством продольной резки, требованиями к производительности и т.д., чтобы обеспечить надежную конструкцию, плавный процесс, аккуратную намотку, безопасное, безотказное и экономичное применение линий продольной резки.
Особенности продукта
1.Стальной рулон весит 30 тонн, оснащен двухрычажным разматывателем и гидравлически выровнен.Для стабилизации процесса разгрузки предусмотрено устройство защиты от натяжения.
2.Устройство для разматывания и заправки: Имеет портальную конструкцию, прижимной ролик подвешен на верхней части стойки и прижимается гидравлически, ролик с прямой головкой расположен на уступе, положение можно перемещать вперед и назад, а лопаточная пластина взаимодействует для подачи материала в зажимную машину.
3.Выравнивающий станок с зажимом для подачи: двухвалковый выравнивающий станок с зажимом для подачи и пятью валками для выравнивания, транспортировки и выравнивания направляющей.Зажим прижимается гидравлически, а выравнивающий ролик - электрически.Каркасная конструкция отличается прочностью и надежностью.
4.Дисковый режущий станок: верхний вал инструмента электрически прижимается вниз, а дуга вала инструмента с рабочей стороны открывается гидравлически для смены инструмента.Мощный мотор-редуктор приводится в движение универсальным валом распределительной коробки зубьев, а двойной держатель инструмента является дополнительным для быстрой замены.
5.Корректирующая машина: Плоский валик прижимает материал, чтобы предотвратить соскакивание, а вертикальный валик корректирует, чтобы полоса находилась на центральной линии.
6.Машина для скручивания проволоки раздельного типа: направляющий стержень перемещает проволоку взад и вперед, перекатывает ее на противоположный конусообразный вал, синхронизируется со скоростью продольной резки, а гидравлический толкатель разрезает материал.
7.Яма для хранения материалов: Эта яма относительно длинная, и полосы разной длины укладываются в нее буфером, а намотка и продольная резка синхронизируются скоординированным образом.
8.Демпфирующий стол: гидравлическая роликовая конструкция, регулируемое давление и оснащен механической зубчатой передачей для обеспечения стабильного натяжения демпфера.
9.Механизм разделения материала: Для обеспечения аккуратной намотки необходимо выполнить три операции до и после разделения материала.Конструкция с разделением под давлением портального типа обеспечивает стабильную прокатку толстого листа и отсутствие отскоков.
10.Моталка: Благодаря онлайн-кодированию и измерению скорости она поддерживает синхронизацию со скоростью продольной резки и автоматически регулирует скорость в зависимости от внешнего диаметра моталки. Моталка обладает большой грузоподъемностью и стабильной работой.
11.Приспособления для резки имеют уникальный дизайн и максимально облегчены; различные производственные помещения максимально автоматизированы.



Композиция
| 1. Седло для хранения рулонов | 2.Тележка для загрузки рулонов |
| 3. разматыватель с двойной оправкой и обратным натяжением | 4. Прижимной ролик для рулонной головки |
| 5.Портальный вал для правки рулонной головки и лопатообразный нож | 6.Прижимной механизм, устройство для выравнивания рулонов и ножницы |
| 7.приводной рольганг | 8. Прижимной ролик и боковая направляющая |
| 9.Продольная машина (имеются инструменты для продольной резки) | 10. Устройство для намотки обрезков отдельных кромок |
| 11.петля для продольной резки | 12. Предварительный сепаратор, устройство для натяжения рулонов, ролик для фиксации отклонителя |
| 13.Портальный рамный пресс-сепаратор и разматыватель | 14. Тележка для разгрузки рулонов |
| 15. Разгрузочный турникет (опционально) | 16. Гидравлическая система |
| 17. Пневматическая система | 18. Электрическая система управления |
параметр
| Линия продольной резки 2 - 12x1600 при 60 оборотах в минуту | Параметры |
| Поступающие стальные рулоны | ДИАМЕТР 610 мм, 760 мм, 850 мм |
| Готовые дополнительные рулоны | Наружный диаметр 2100 мм, вес рулона 30 т |
| Ширина основного рулона | Внутренний диаметр 760 мм, наружный диаметр 2100 мм, максимальный вес рулона 30 т |
| Ширина дополнительного рулона | 800-1600 мм |
| Количество разрезов | 80 мм -600 мм |
| Главные двигатели | 3 мм x 25 прорезей; 8 мм x 8 прорезей; 12 x 4 прорези |
| Режущий нож | Станок для резки 300 кВт + разматыватель 350 кВт |
| Оправка для перемотки | ID300 x OD460 x 25 мм Оправка SKD11 HRC58-61 |
| Необязательный | диаметром φ610 мм |
| Скорость продольной резки | Быстрая замена режущих кромок, разгрузочный турникет |
| Конфигурация | Регулируется на 0-40-60 оборотов в минуту |
| Точность продольной резки | Siemens PLC, привод Parker, клапаны Victory |
связаться с нами
Сопутствующие популярные продукты

Линия для резки тонкого листа: высочайшее качество и производительность
Линия для резки тонкого листа: высочайшее качество и производительность В современной обрабатываю...

Линия поперечной резки горячекатаного листа с простым кодом материал 10,12
Станки для раскроя и поперечной резки листовой горячекатаной обычной низкоуглеродистой стали и низколегированной стали Q235, Q345 и S355 в основном включают в себя машины для размотки, выравнивания, горизонтальной резки и кодирующие механизмы.
Четырехвалковый стан холодной прокатки
Стан холодной прокатки 4Hi часто используется на заводах по переработке стальной полосы, поскольку стан 4Hi high обладает многими преимуществами.

Реверсивный прокатный стан AGC
Гидравлический стан холодной прокатки AGC становится все более популярным в индустрии прокатки металлических полос благодаря своей высокой точности, скорости и высокой степени автоматизации.

Станок для продольной резки труб (0,6-4)
Высокочастотная прямошовная сварка труб имеет широкий спектр применений и применяется в металлоконструкциях, транспортировке жидкостей, производстве оборудования и других областях.

Плоский горизонтальный срез пластин средней и толстой толщины
Линия поперечных ножниц для выравнивания листового металла средней толщины производит листовой металл средней толщины посредством процесса разматывания, выравнивания и сдвига по фиксированной длине.

Горизонтальные ножницы из толстой пластины из общей углеродистой стали 18×2000
Основными компонентами толстолистовой стали являются обычные листы из низкоуглеродистой стали, низколегированные стали Q235, Q345, S355 и т.д. Они изготавливаются из горячекатаного или оцинкованного листа. Станок для выравнивания и поперечной резки толстолистовой стали в основном включает в себя разматыватель, выравнивающую машину, горизонтальную режущую машину и механизм кодирования.

Горизонтальные ножницы из толстой пластины из нержавеющей стали с обрезкой 16×2000
Горячекатаный листовой прокат из нержавеющей стали имеет относительно большую толщину и высокую прочность. Требования, предъявляемые к обработке резанием в моделях серий 200, 300 и 400, связаны с прочностью оборудования, автоматизацией, производственными мощностями и защитой листа.
Неориентированный прецизионный станок для продольной резки, ориентированный на кремниевую сталь
Прецизионный станок для продольной резки кремниевой стали специально разработан для выгрузки, продольной резки, раскроя и намотки рулонов из кремниевой стали. Толщина листа электротехнической стали составляет 0,1-1,0 мм, ширина – 200-1250 мм, количество полос для продольной резки относительно велико, до 40-50.

Машина для резки листов из нержавеющей стали
С ростом использования рулонов нержавеющей стали в промышленном производстве и повседневной жизни спрос на станки для резки рулонов нержавеющей стали растет день ото дня, большинство из которых – это станки для резки листов нержавеющей стали.
Машина для выравнивания общей углеродистой стали
Машина для выравнивания общей углеродистой стали.

Продольный станок для холодной гибки (0,3-3)
Для производства таких профилей, как С-образная сталь, Z-образная сталь, колонны, панели ограждений, кабельные лотки, полки и т.д., требуется установка для продольной резки относительно широких рулонов стали на небольшие рулоны стали соответствующей ширины в продольном направлении.Продольные станки широко используются при распространении станков для холодной гибки заготовок.

Линия для продольной резки толстолистового проката из обычной углеродистой стали (3-16)
Для продольной резки рулонов толщиной более 10 мм используется сверхмощный станок. Форма конструкции, размер вала ролика и размер подшипника каждой детали являются гигантскими. Это проект, который крупные предприятия по обработке стальных листов будут тщательно планировать.Большая часть обрабатываемых стальных рулонов – это горячекатаные стальные рулоны, а их материалами могут быть рулоны из различных марок стали, такие как обычная углеродистая сталь и нержавеющая сталь.
Линия для резки трапециевидных стальных листов по длине Линия резки по длине с угловыми ножницами Sway
Мы не только производим обычные линии резки по длине, но и линию вырубки трапециевидных листов Линия вырубки листового металла — это процесс, в котором квадратные, круглые или прямоугольные заготовки механически или гидравлически вырезаются, прессуются или штампуются из металлического рулона, перед резкой, прессованием или штамповкой, сначала выравнивая лист до плоского состояния.

Мощная машина для продольной резки горячекатаного стального листа (1-8)
Большая часть более толстых стальных рулонов – это горячекатаные стальные рулоны, и для резки небольших стальных рулонов требуются мощные станки для продольной резки.Высокопроизводительный продольный станок функционально ничем не отличается от обычного продольного станка, а с точки зрения механической конструкции он прочнее и стабильнее, что проявляется в таких компонентах, как разматыватель, зажимной станок, демпфирующий стол и намоточный станок.

Высокоскоростная линия для продольной резки пластин средней толщины (двойной держатель инс)
Две продольно-резательные машины могут приводиться в движение одним приводным двигателем и трансмиссией, или каждая продольно-резательная машина имеет один двигатель и трансмиссию, режущая головка которой выезжает и возвращается обратно по рельсам, без необходимости использования одной сменной платформы.